

亚太华语区 第二名: 通腾科技股份有限公司 (TomTom) & 旭大实业
使用Moldex3D模流分析解决表带流痕问题
产业: 电子产业
团队代表: 陈子超
团队介绍:
TomTom是导航解决方案供货商,以创新、高质量、容易使用,以及物超所值的产品著称。其完整的产品线包括TomTom GO系列、TomTom ONE系列,以及TomTom RIDER系列。TomTom亦自行研发导航软件─TomTom NAVIGATOR,已广泛被PDA及智能型手机应用。TomTom产品已推展至全欧洲、北美洲、中美洲及亚洲的市场,藉由各地杰出经销团队与网站,成功销售至25个国家。
|
|||||
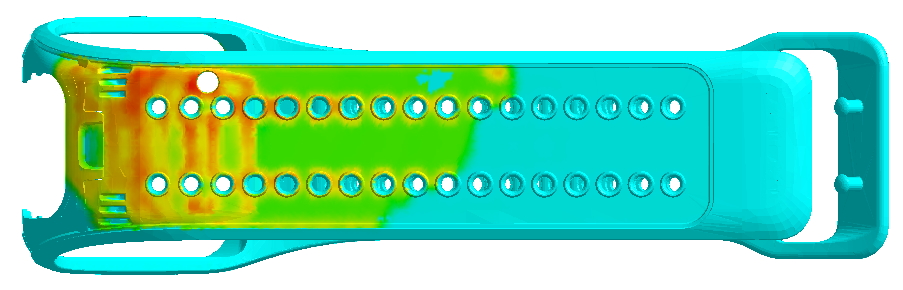
大纲及挑战叙述:通腾科技的机械工程团队在与旭大实业合作时,面临在包覆成型中流痕缺陷的挑战。所采用的双色射出成型制程中,第一射为红色,第二射为蓝色。模块中含有扣环,TomTom 标志按扣及表带三种嵌件。成型缺陷发生于当第二射与第一射再熔融时,重新熔化的材料被带到第二射的流动端并漂浮于表面上。为了解决此问题,通腾团队又多次尝试,但仍无法解决流痕问题。例如:他们尝试将材料改为TPU﹑调整成型充填流率﹑改变浇口位置、产品肉厚等等,改善流动行为并改善了第一射与第二射重融流痕问题。
解决方案:Moldex3D分析软件帮助通腾团队,从三个不同的面向探讨成型过程中,引发再熔融现象的六个潜在因素。首先,从产品设计方面,他们分别将第二射的厚度从1.4毫米增为1.5毫米(A)以及减少为1.2毫米(B)。其次,从模具设计方面,他们将浇口大小从0.8毫米改为0.6毫米(C)或1.0毫米(D)。同时也改变了浇口位置(E)。最后,成型条件方面,他们调节了射出速度(F)。通腾团队发现就冷却温度的结果来看,(B),(D),(E)跟(F)因素对于降低最高温度较为有效。故他们从这四个主要因素进行优化设计,将最高温度减少了20°C,并成功地缩小热区域。因此,Moldex3D顺利地帮助通腾团队找出解决方案,并节省其工具和产品的开发时间与成本。
效益:
使用产品(模块):
|
|||||
|







