


- 客户:正崴集团-崴强科技
- 地区:台湾
- 产业:电子
- 解决方案:Moldex3D Advanced; 流动分析模块 Flow、保压分析模块 Pack、冷却分析模块 Cool、翘曲分析模块 Warp、Designer BLM、纤维配向模块 Fiber
大纲
第一个案例中,扫描仪上盖存在细微特征的格状结构 (Fig.1),对于射出充填是一个挑战,很容易就会造成短射或结合线的问题。为了管控设计变更与试模的成本,必须要在设计初期就了解产品的可成型性。第二个案例中,扫描仪的齿轮由于需要维持稳定的作动,其对尺寸精度的需求要比其他组装件还要来得高,另外由于精密组装也需要表面(包含进浇点)维持平顺。利用Moldex3D的成型分析,可以在设计的早期就能评估这些成型问题的严重性,并优化成品质量。
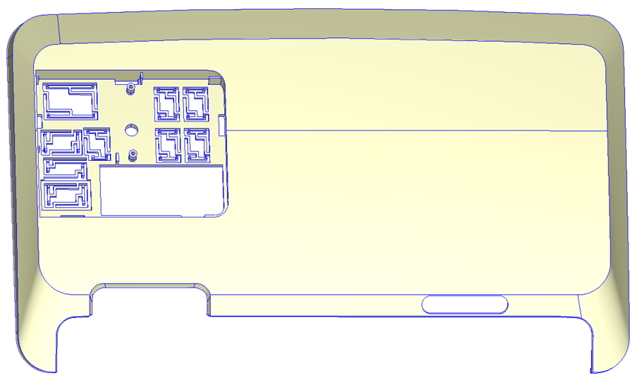
Fig. 1 扫描仪上盖包含了微小特征的格状结构,是射出成型中的一个挑战
挑战
- 扫描仪上盖的短射问题
- 扫描仪齿轮需符合尺寸精度以避免跳齿
解决方案
应用Moldex3D充填分析来评估短射问题和流动的平衡性,以及使用保压、冷却分析来评估体缩变形及过保压的严重性
效益
- 发现无论改变何种进浇设计都无法避免短射风险,因此以拆件成型方式解决问题
- 找到可改善扫描仪齿轮变形问题、符合尺寸精度的解决方案
案例研究
在第一个扫描仪上盖案例中,崴强科技需评估是否可藉由优化进浇位置,来避免扫描仪上盖在产品射出充填时的短射风险。另外也须预测扫描仪齿轮的成品质量,并评估各种设计变更、找出替代方案,以使产品符合尺寸规格。
首先使用Moldex3D模拟扫描仪上盖的两种不同进浇位置(Fig. 2),包括由格栅结构及中央厚区进浇。由充填结果发现,不论哪一种设计,都有差不多的短射风险。因此崴强科技为了改善此问题,决定改以拆件方式来分开成型(Fig. 3)。
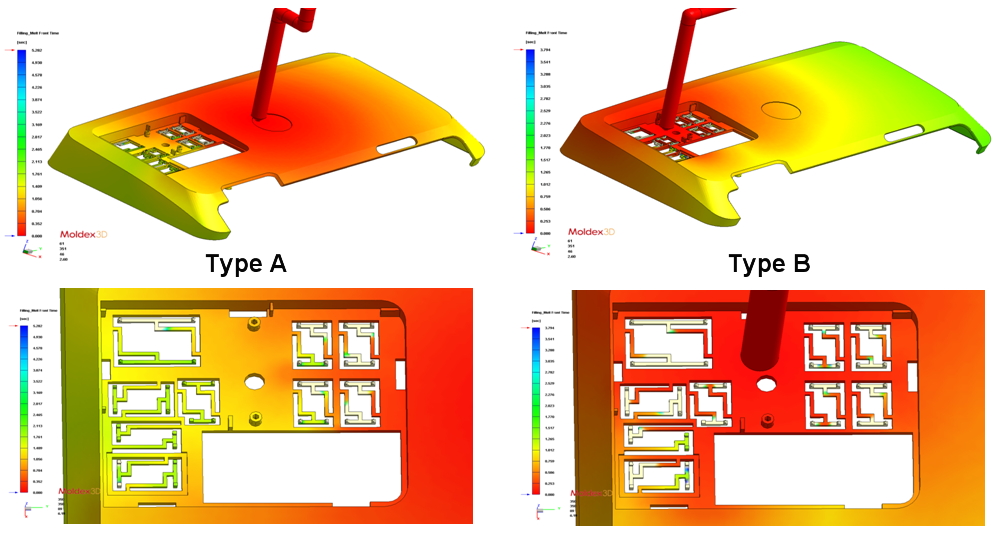
Fig. 2 藉由充填分析的流动波前结果,评估不同的进浇位置对短射问题的影响
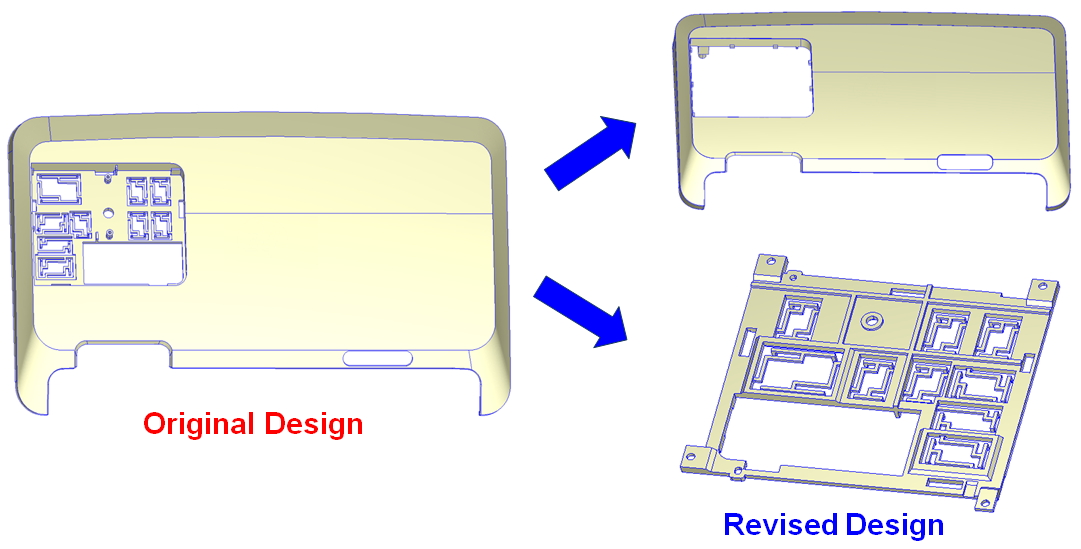
Fig. 3 不论是哪一种进浇设计,皆显示会有短射发生的风险,因此崴强科技决定改以拆件方式分开成型
在第二个扫描仪齿轮案例中,Moldex3D成型仿真中显示,扫描仪齿轮有流动不平衡及过保压等现象,会造成产品变形,影响尺寸精度 (Fig. 4)。针对此问题,则提出包含产品、进浇及模具设计变更的三种方案(Fig. 5)。
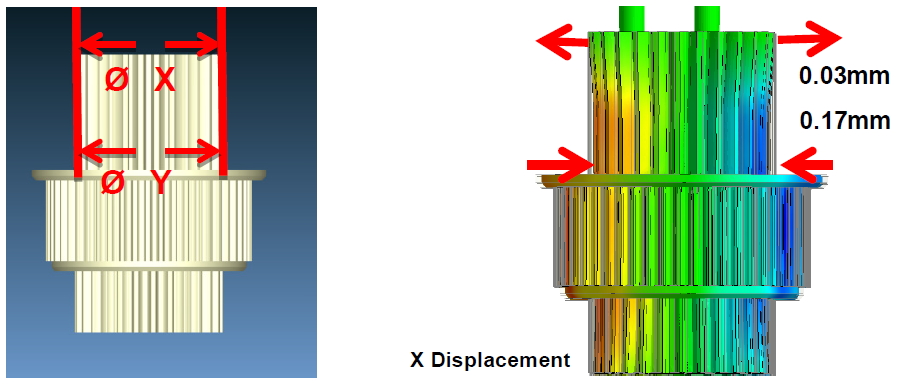
Fig. 4 扫描仪齿轮需要口部与根部 (Ø X & Ø Y)的差距落在规范数值内
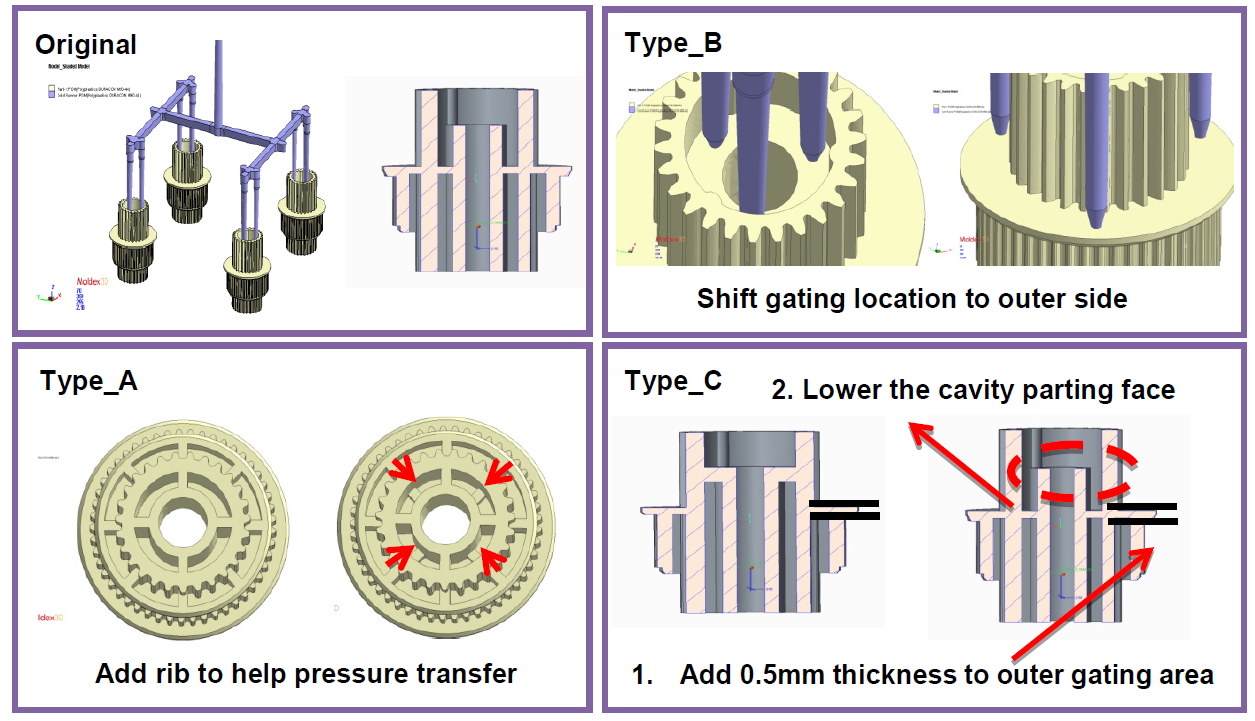
Fig. 5 三个不同的设计变更被提出来作为解决扫描仪齿轮变形问题的替代方案
透过Moldex3D充填/保压/冷却分析来验证原始设计和三种不同的设计变更后,发现需要配合进浇位置改变、母模面微调及产品设计变更才能有效的改善成型时的流动不平衡及过保压,并改善尺寸变形的问题。最后发现Type C可改善充填压力、保压传递损失较小且可改善积热及体积收缩不均问题;实际开模后口部与根部 (Ø X & Ø Y)相差0.03mm,于规范公差内,也符合模拟预测(Fig. 6)。
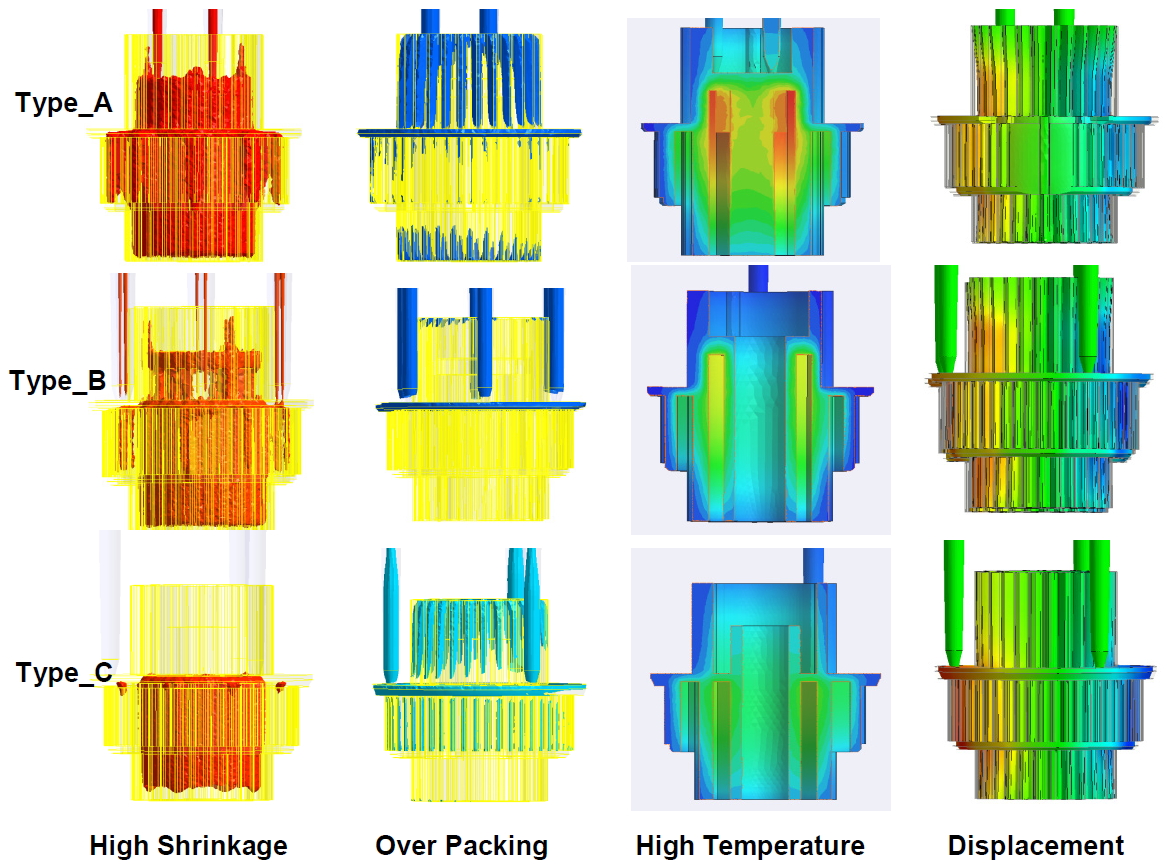
Fig. 6 比较原始设计与不同设计变更针对保压与成品变形的仿真结果
结果
利用Moldex3D能够以极小的成本实现试模的效果,在设计早期即发现潜在的短射、包封、凹痕及翘曲问题,节省后续开模及设计变更所带来的风险及成本。