

编辑:科盛科技技术支持处 工程师 贺资闵

Kärcher 是清洁解决方案的全球市场领导者,提供 3000 多种相关产品。(来源)
大纲
Alfred Kärcher SE & Co. KG 每年制造数以百万计的塑料制结构组件。尽管翘曲对组件的功能性及外观极为重要,但成本效益却取决于制造所需成型机的周期时间及尺寸。我们利用 Moldex3D 提出仿真工作流程,将上述目标完全自动化及优化。此工作流程的优点是能将组件几何、制程条件及模具设计同时参数化,让我们得以在从组件开发到制作模具,乃至最终量产的环节中,将整体设计和制程纳入考虑。
挑战
- 几何设计、模具设计和制程条件的优化
- 组件质量及生产成本
- 完整仿真流程的自动化
解决方案
利用Moldex3D API进行自动化仿真流程
效益
- 找出翘曲、充填行为及周期时间的整体最佳值
- 全自动化模拟
- 减少开发时间
案例研究
本案例目标为解决电池槽产品的翘曲问题。此产品组件有三项质量要求:1.笔直的装配面、2.笔直的电池滑轨及3.螺丝圆顶位置,如图一。为了找出最佳的解决方案,Alfred Kärcher团队首先进行不同的变量设定,再以Moldex3D加以验证。其变量设定步骤如下:
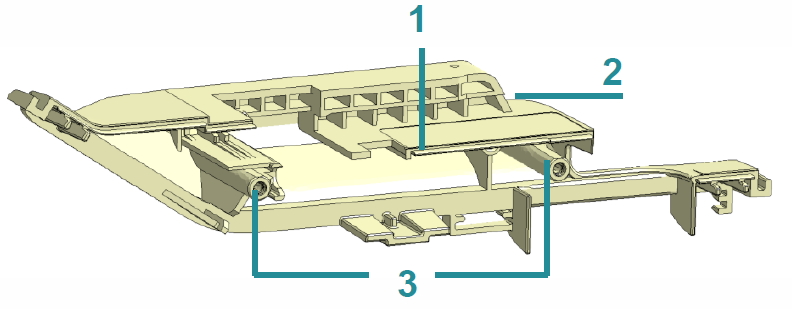
图一 产品原始设计及主要的质量要求
步骤1:产品设计变更
Alfred Kärcher团队总共进行了38种几何相关的非独立参数变更,包括现有的肋条设计更改、以及新增肋条等(图二)。
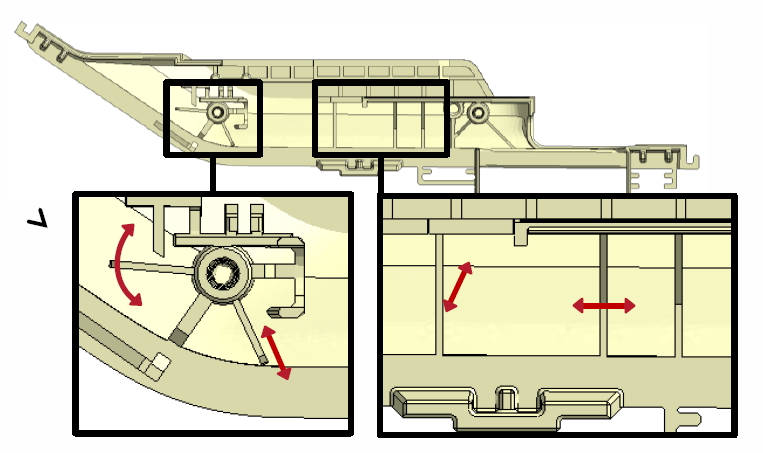
图二 几何优化参数
步骤2:模具设计变更
本案例仅改变了浇口位置(图三a)。
步骤3:参数条件变更
共进行了14种制程相关的参数变更,包括充填时间、保压时间、熔胶温度、切换时间、冷却液温度(图三b)和冷却时间等。
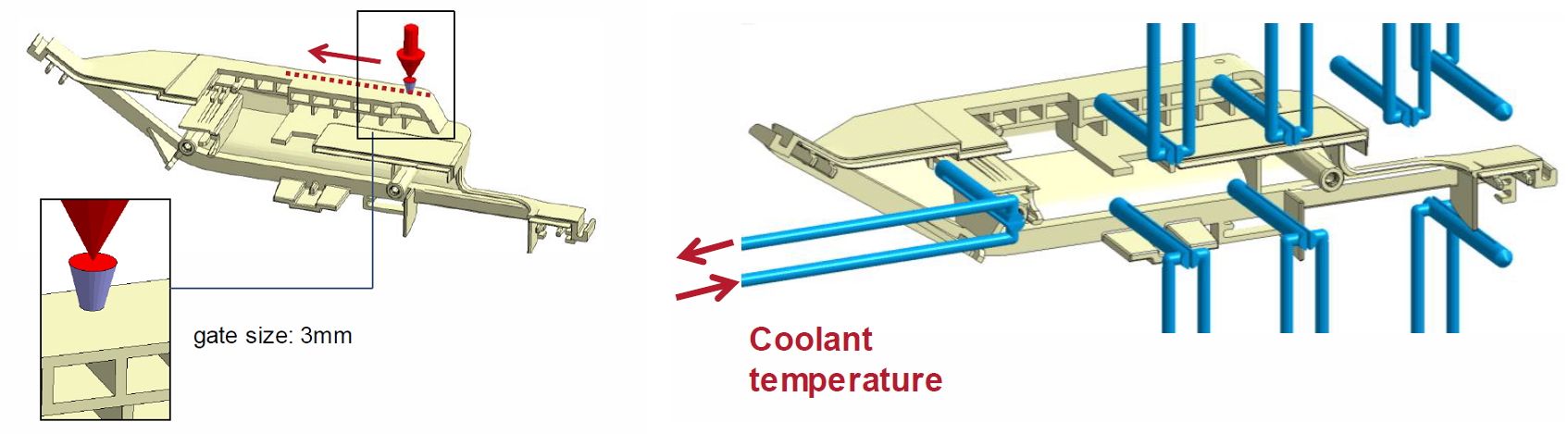
图三 (a)浇口位置变更;(b)冷却液温度变更
完成参数变更后,透过Moldex3D API来做验证(图四),采用单台12核心的计算机进行了200次的模拟,计算时间不到一周;藉由同步执行多个模拟工作,可进一步缩短模拟时间。
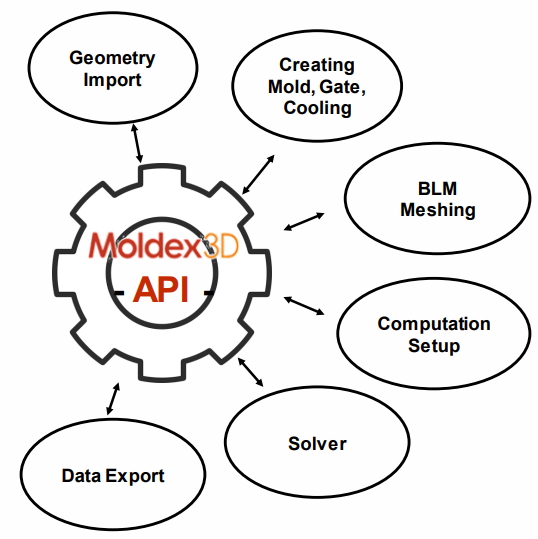
图四 Moldex3D API示意图
为了获得优化后的个别响应值,该团队在感兴趣的区域加入感测节点,在32个位置进行翘曲探测,并透过五组均方根进行优化(图五)。
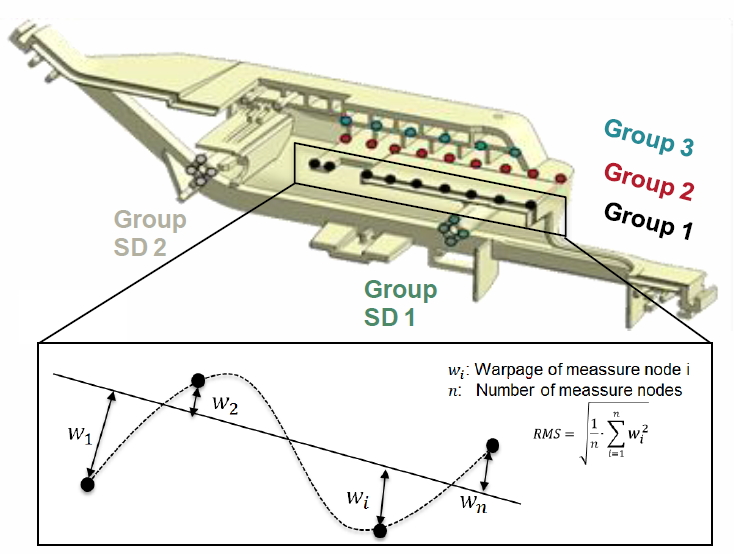
图五 进行翘曲优化的区域
Alfred Kärcher团队选择了其中两种优化方向来观察翘曲和成型周期结果。若特别针对翘曲优化,则可显著降低翘曲量,并将成型周期维持在可接受的水平(图六)。若将优化重点放在成型周期上,则不但可缩减成型时间,还能大幅减少翘曲(图七)。同时并发现Moldex3D的仿真结果与实际产品高度相符(图八)。
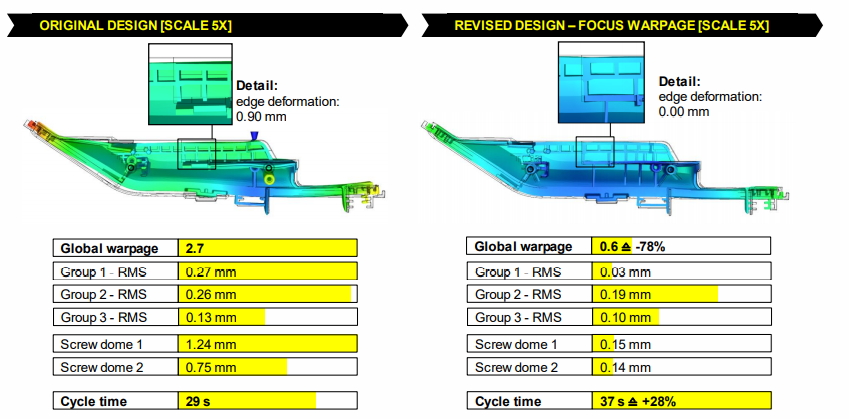
图六 原始设计与设计变更比较(着重翘曲优化)
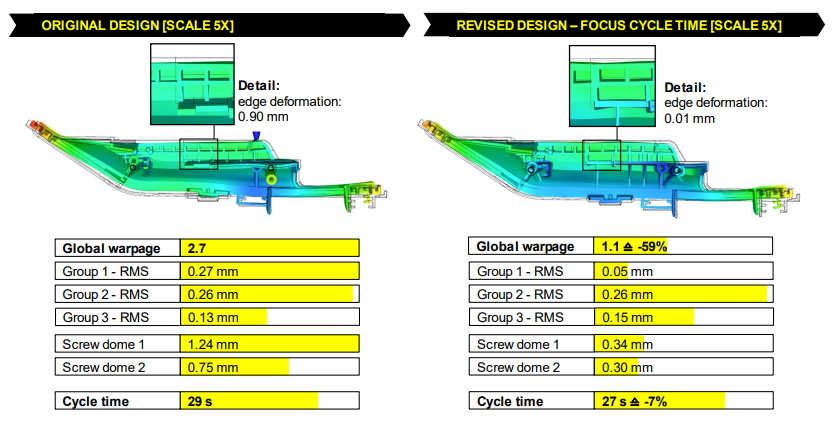
图七 原始设计与设计变更比较(着重成型周期优化)
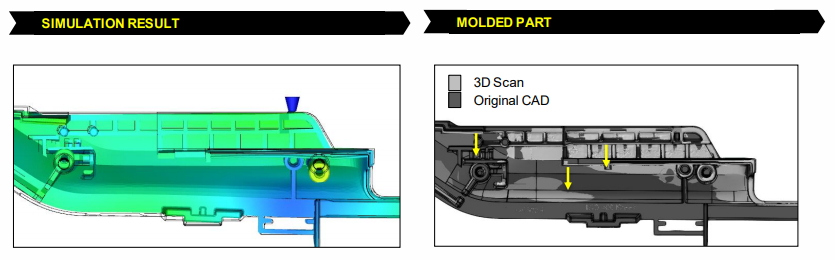
图八 模拟结果之验证
Moldex3D提供极佳的自动化及客制化仿真流程,在单一流程中就可完成产品几何、模具设计和成型制程的修改,并获得可靠且误差很小的模拟结果。
结果
本案例中,Alfred Kärcher透过Moldex3D API的模拟,成功减少70%的翘曲,并缩短了成型时间。Moldex3D API 将仿真流程自动化,让用户无须执行任何输入就能执行完整模拟。另外也整合其他功能,用 CAD 系统自动建立及更改组件几何。透过此软件,还可更改组件几何及与模具设计和成型过程有关的多项参数,并针对翘曲、充填行为、周期时间及其他目标指针找出整体最佳值,大幅缩短开发时间。