

- 客户:广州今宏信息科技有限公司
- 产业:电子业
- 解决方案:Moldex3D eDesign
- 国家: 中国
大纲
家电外观件对尺寸精度与表面光洁度要求较高;若家电产品的平整度不佳,将影响到后端产品装配,因此控制变形量是生产环节的重要关键。为了优化产品设计和成型参数,避免上述成型问题,业界已广泛使用模流分析软件进行生产前的仿真分析;其中家电、机壳产品、3C产品为主的厂商,更将模流分析视为产品设计与生产的标准化流程。广州今宏公司借助Moldex3D仿真分析,针对家电产品「播放器前盖」(图一) 进行设计变更与成型参数优化,成功帮助客户改善产品变形问题,并缩短成型周期,达到节省材料与成本。
图一 本案例为播放器前盖,其尺寸外观与精度要求甚高
挑战
- 产品收缩率分布不均匀,导致严重翘曲变形
- 成型周期过长
- 产品光泽面不能有缝合线、凹陷等外观缺陷
解决方案
使用Moldex3D eDesign仿真解决方案,在产品设计与制造初期掌握变形程度,以模拟结果为设计变更与优化制程参数的方向,成功改善产品变形问题,缩短成型周期。
效益
- X轴方向的变形量降低近40%、Y轴方向变形量降低45%、Z轴方向变形量降低了3%,成功达到产品尺寸稳定度的要求。
- 成型周期从35.2秒缩短为29.5秒,减少了5.7秒的成型周期,有效提升效率。
节省50%修模成本,提升经济效益。
案例研究
首先经由Moldex3D模流分析软件分析,得知该产品有充填流动不平衡的问题,导致保压不均匀、体积收缩不良产生变形;透过软件的翘曲变形仿真结果可以发现,产品在X方向呈现V形变形趋势 (图二),可能导致日后组装困难。另外,Moldex3D保压仿真分析结果显示,产品的保压温度分布几乎都在冻结温度(135°C)以上,代表保压时间十分充足,可尝试减少保压时间。分析还显示冷却时间过长,因此希望藉由降低保压与冷却时间,改善成型周期过长问题。
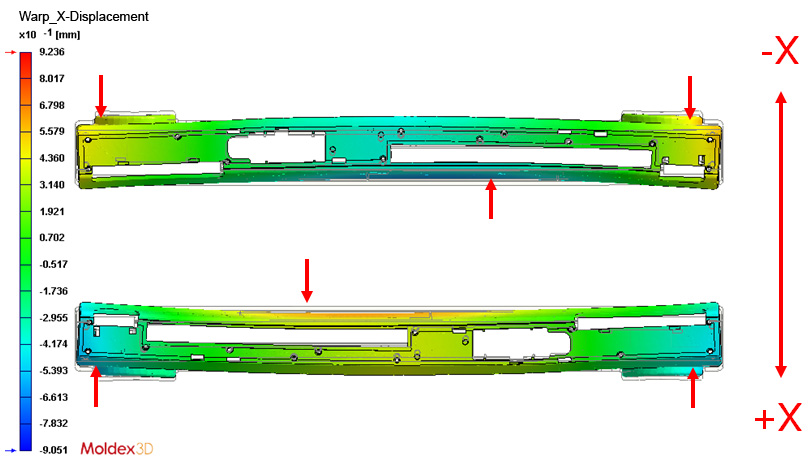 图二 X方向呈现V形变形趋势,可能发生组装困难
图二 X方向呈现V形变形趋势,可能发生组装困难
 图三 浇口已冻结,说明保压时间已经足够,可以尝试减少保压时间
图三 浇口已冻结,说明保压时间已经足够,可以尝试减少保压时间
针对Moldex3D的模拟预测结果,开始进行原始设计(Original 1)设计优化,希望改善流动不平衡及缩短成型时间。由于原始设计的两点进浇方式导致流动不平衡,使产品出现收缩不稳定的现象,因此改为单点进浇,并选择在产品中间位置进浇(图四)。同时,也进行保压时间(8.7秒-7秒)与水温温度(55°C-25°C) 两个制程参数优化,以利缩短成型周期。
 图四 原始设计vs. 设计变更组1的浇注系统设计
图四 原始设计vs. 设计变更组1的浇注系统设计
完成设计变更组1后,再次利用Moldex3D进行模拟分析后,获得以下结果和结论:
- 降低了水温,使温差增大,冷却效率提升且冷却时间缩短,但公母模温加大,也提升翘曲变形可能性。
- 改变进浇位置无法改善翘曲变形,再加上采用低模温可能使翘曲加大,因此改采修正产品肉厚方式进行第二组设变。
 图五 设计变更组1(右)总翘曲变形量比原始设计(左)稍大
图五 设计变更组1(右)总翘曲变形量比原始设计(左)稍大
由于产品两侧肉厚不同,导致流动行为与体积收缩不均,即使进行设计变更组1,产品变形也无法获得明显改善,因此修正产品肉厚设计为下一步主要的变更方向。
设计变更组2(Revised 2)沿用原始设计组的两点进浇方式,进浇位置也保持一致,水温则调整为25°C (同设计变更组1)。第二次的设计变更主要方向为修正较厚的一侧,减少0.15 mm 厚度(图六),同时保压时间再降低为5秒,而冷却时间由原先20秒降低为18秒。
 图六 原始设计 vs. 设计变更组2产品厚度比较
图六 原始设计 vs. 设计变更组2产品厚度比较
完成设计变更后进行模拟分析,获得以下结论:
- 三种设计变更组都能满足客户在表面质量的要求,在产品主要外观上不会出现缝合线与包封问题(图七)。
- 修正产品肉厚和调整冷却水温为25 °C后,能够有效改善冷却效果与缩短冷却所需时间(图八)
- 保压时间降至5秒,比原始成型时间减少了7秒(图九)。
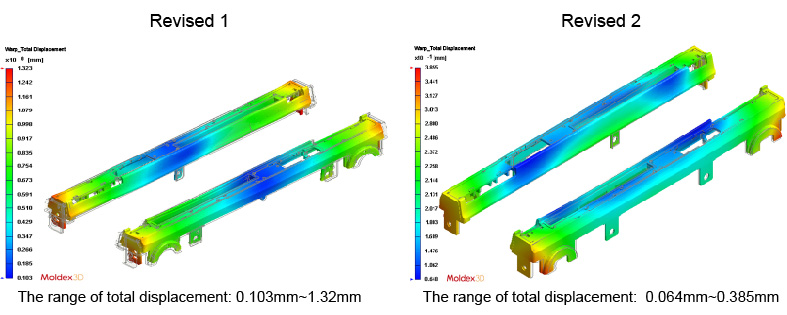
- 设计变更组2的翘曲变形量获得显著改善(图十) 。

 图七 以上三组的缝合线和包封分布都能满足生产的要求,杜绝主要外观上产生明显缺陷
图七 以上三组的缝合线和包封分布都能满足生产的要求,杜绝主要外观上产生明显缺陷
 图八 比较三个设计方案的模流分析结果发现,设计变更2在减少冷却时间上,效果最佳
图八 比较三个设计方案的模流分析结果发现,设计变更2在减少冷却时间上,效果最佳
 图九 产品保压温度分布在冻结温度(135°C)以上区域。由分析结果得悉,
图九 产品保压温度分布在冻结温度(135°C)以上区域。由分析结果得悉,
保压时间5秒左右已足够,故设计变更组2为最优的设计
 图十 由模拟分析结果得知设计变更组2的变形量值最小,且体积收缩问获得有效改善
图十 由模拟分析结果得知设计变更组2的变形量值最小,且体积收缩问获得有效改善
{kind=link}
由此可知藉由Moldex3D模拟分析,可以精准掌握较适化的产品设计与成型参数,有效改善产品变形问题,缩短成型周期。
结果
透过Moldex3D分析,进行产品肉厚变更与优化成型参数,成功降低40%变形量,达到尺寸稳定度要求,并且减少5.7秒的成型周期,有效提升生产效率。另外在修模成本上费用降低了近50%(表一),验证充分利用模流分析不但能提高产品质量和生产效率,还能降低生产成本。
| 原始设计 | 变更设计 | |||
| 模具成本 | 10万 x 8套 | 80万 | 10万 x 4套 | 40万 |
| 试模费用 | 0.5万 x 8次 | 4万 | 0.5万 x 2次 | 1万 |
| 修模费用 | 0.4万 x 5次 | 2万 | 0.4万 x 1次 | 0.4万 |
| 修模费用 | 0.5万 x 4次 | 2万 | 0.5万 x 1次 | 0.5万 |
| ¥人民币(CNY) | 成本总计 | 88万 | Total Cost | 41.9万 |