
科盛科技技术支持部 资深工程师 贺资闵

大纲
本研究利用Moldex3D对置物用之大型圆篮进行优化分析,旨在通过缩减产品厚度和优化参数设计,来改善翘曲变形与体积收缩率。产品经优化设计后,肋厚尺寸从原本3mm降至2.5mm,翘曲变形量降低20%与体积缩收率减少7%,仍能承受35kg载重需求,成功实现优化设计目标。
挑战
- 设计最薄肋片结构,降低肋厚,同时解决体积收缩率与翘曲变形。
- 在维持与原产品相同重量荷载的前提下,节省射出成本与时间。
解决方案
虎尾科技大学团队使用Moldex3D专家模块确定最佳解决方案,并结合Abaqus有限元素软件仿真产品的承重能力,最后通过射出成型结果进行相互验证。
效益
- 提高产品质量,降低翘曲变形量及体积缩收率
- 符合荷载重量规格
- 降低生产成本及天数
案例研究
本案例首先将大型圆篮之肋厚尺寸从原始设计3mm缩减至优化设计2.5mm (如图一所示),经Abaqus结构分析对大型圆篮内部施加35kg分布力,原始设计的应力为22.7 MPa,缩减后36.3MPa,皆未超过材料降伏应力,确认为安全设计,缩减后体积与质量减少22.75%,图二展示3mm及2.5mm肋厚Abaqus分析结果。
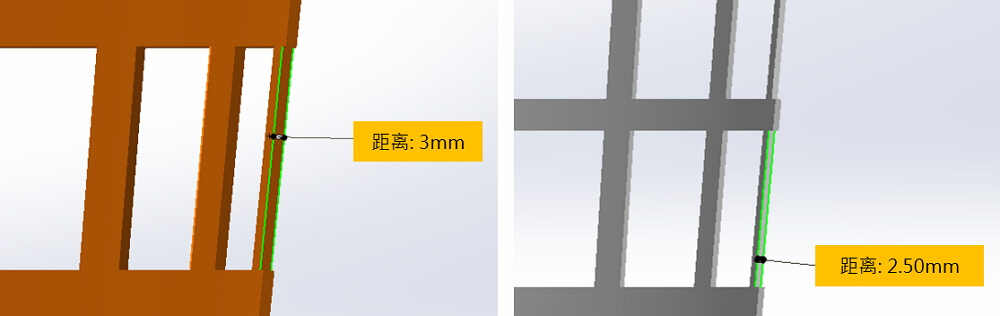
图一 大型圆篮肋厚尺寸从原始设计:3mm变更为优化设计:2.5mm
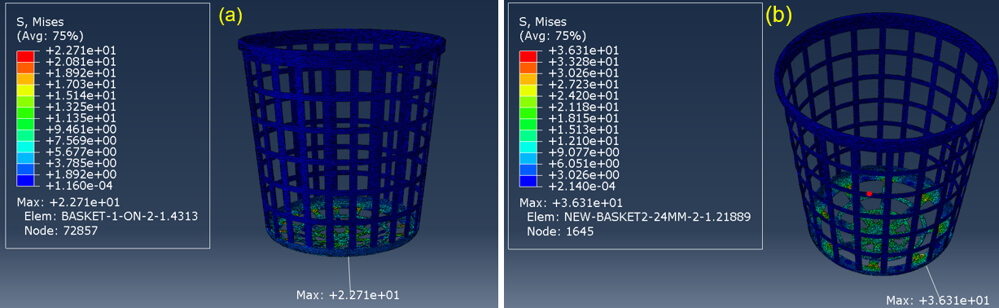
图二 大型圆篮Abaqus应力分析结果 (a) 肋厚3mm (b) 肋厚2.5mm
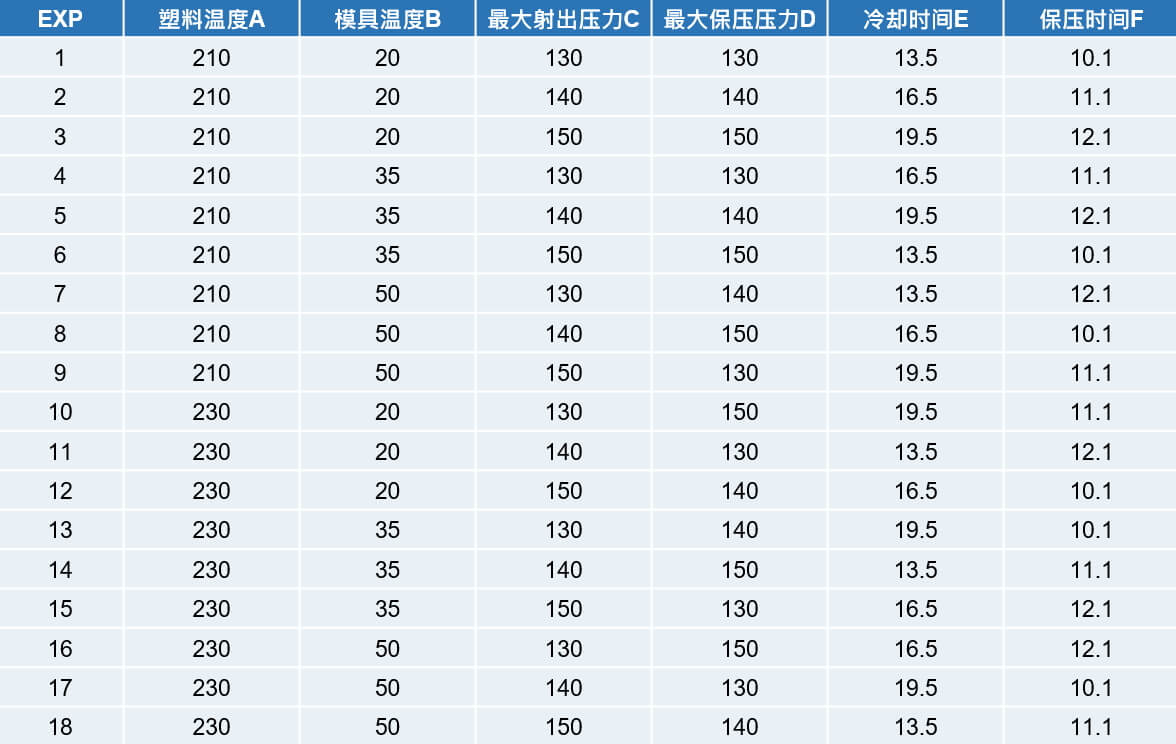
为了进一步降低翘曲变形并找出最佳成型参数,虎尾科技大学团队运用Moldex3D专家模块,以总位移及体积收缩率作为质量因子,目标为越小越好。选择六个重要参数作为控制因子:塑料温度(A)、模具温度(B)、最大射出压力(C)、最大保压压力(D)、冷却时间(E)与保压时间(F)对2.5mm肋厚的大型圆篮产品进行分析,本次实验所选定之控制因子及水平带入L18田口直交表(如表一所示)。
表一 实验设计(DOE)方法之L18田口直交表
分析结果显示,控制因子影响程度依序为塑料温度、保压时间、射出压力、保压压力、冷却时间、模具温度,最佳参数如表二所示。
表二 优化成型参数

采用优化成型参数后,翘曲总位移最大值由8.063mm降至6.29mm,减少28.1%。而体积收缩率最大值则从10.557% 降至9.436%,减少了11.8% (如图三所示)。
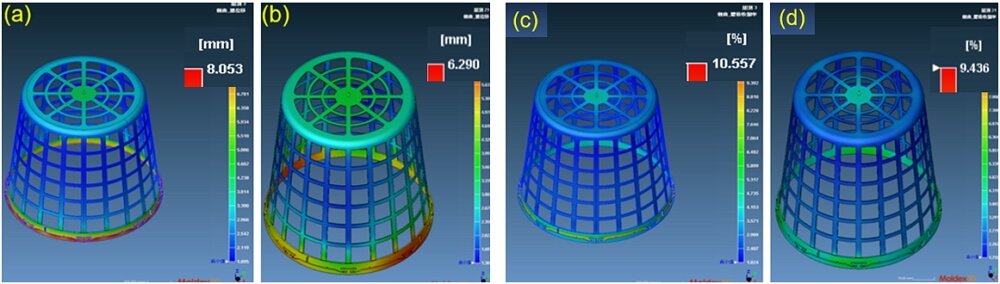
图三 大型圆篮2.5mm肋厚设计 (a)原始条件总位移 (b)优化条件总位移 (c)原始条件体积收缩率 (d)优化条件体积收缩率
本研究最后利用实际射出结果来验证分析准确度,方法为使用卷尺量测5点对角红点处,检测产品翘曲总位移(如图四所示),共量测4组数据(如表三所示)。
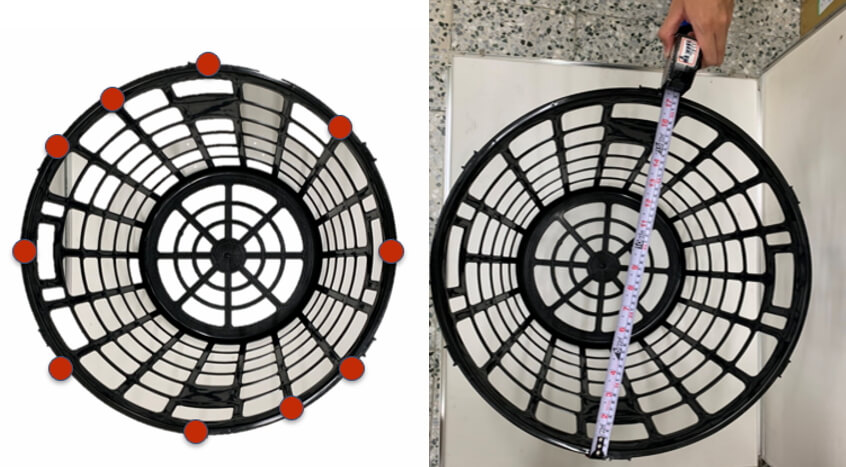
图四 实际射出件翘曲量测示意图
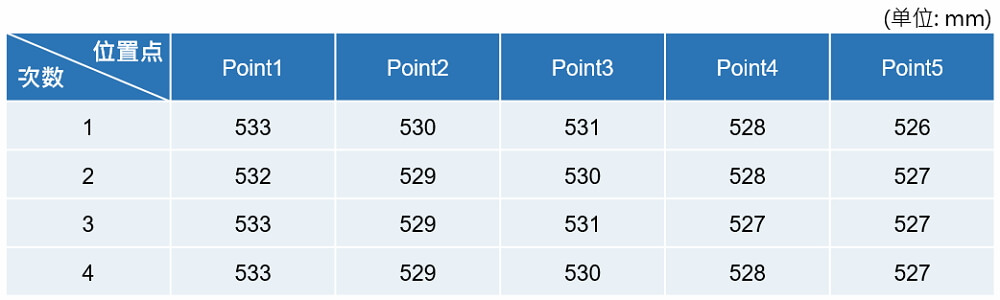
仿真分析翘曲变形为6.29mm,产品尺寸宽为535mm,故射出后预测尺寸为528.71mm。表三实验量测数据平均为529.4mm,符合设计范围528.71mm~535mm内,证实本研究模拟分析结果准确性极高。
表三 实际射出产品翘曲量测数据
结果
本研究利用Moldex3D模流分析软件成功优化大型圆篮设计,肋厚从3mm减至2.5mm,实现厚度缩减与参数优化目标。结果显示,经优化设计之产品仍可承受35kg载重,体积与质量减少22.75%,翘曲总位移减少28.1%,体积收缩率则减少11.8%。结合Abaqus有限元素分析与实际射出实验,验证结果符合设定标准,为兼顾轻量化和结构强度的设计提供了强力的支持与信心。