


- 客户:Grand Dynasty Industrial Co., Ltd (GDI) 宗玮工业
- 地区:台湾
- 产业:塑料制造业
- 解决方案:Moldex3D Advanced Package;流动分析模块 Flow, 保压分析模块Pack, 冷却分析模块 Cool, 翘曲分析模块 Warp, Designer BLM, 3D实体水路分析
宗玮工业从事塑料成品生产,模具制造,并结合国内外电子、五金、橡胶、金属制造业产业。宗玮工业转型成功后,和美、英、德等国合作,跃上国际舞台。以透明化的作业流程,和高效率服务质量完成订单,并坚持不以收受利益,全凭产品实力折服国外客户,在业界中有口皆碑。通过ISO9001:2015年版、ISO14001:2015年版及ISO/IEC 17025:2005认证。(来源)
大纲
传统模具制作的冷却水路,大多使用钻孔方式,较深处使用隔板式 / 喷泉式或螺旋式等,但往往因产品结构复杂而不容易放置,如果积热区域较大冷却时间也会延长,过大的公、母模温差易造成产品翘曲。宗玮工业团队在制造前透过Moldex3D模拟异型水路模具的建立,成功解决此电源检验座产品翘曲变形的问题,并降低成型周期,找到优良的设计。本案例改善翘曲变形49%,提升生产效率25%。
挑战
- 组装件因干涉导致组装不易
- 改善产品翘曲问题达到顺利量产
解决方案
透过Moldex3D冷却分析,掌握公模与母模温度分布不均匀的问题,部件B因公母模温差47℃,导致B部件区域局部内凹,造成与A件C件组装干涉与松脱问题。透过异型水路的技术。变更水路配置,缩小公母模温度差异同时改善翘曲量值,以提供正确的设计方案给3D金属打印进行模具加工。最终结果,翘曲变形改善49%,并减少25%的成型周期。
效益
- 有效控制产品尺寸,改善组装产品干涉间隙与松脱问题
- 冷却时间缩短25%,增加1/4产能
- 产品翘曲改善30-40%
案例研究
汽车产业有越来越多部件是透过塑料来完成,其中电源检验座即是本次的案例主角。电源检验座是由3个塑料件组合而成,如图一所示。当组装B件和C件时,因为干涉问题,组装变得困难。同样地,当B件和A件组装时也容易出现松脱现象,如图二所示。上述的问题将导致最终成品质量不良而无法顺利量产。
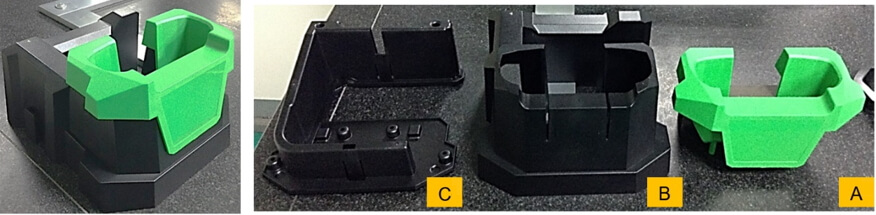
图1 电源检验座及三个组装件

图2 部件B与部件C组装时,会产生干涉(红色框框处),造成组装不易
为改善上述问题,宗玮工业利用Moldex3D分析原因并找出最佳水路设计。零件模型的几何形状和水路设计方案的比较(包括原始设计和优化后设计)如图3所示。比对传统水路与异型水路冷却结果(表一),结果显示,异型水路设计在冷却效率及顶出时间均较原始来的好。进一步的观察翘曲变形结果(表二),结果也显示异型水路设计能大幅优化了翘曲。
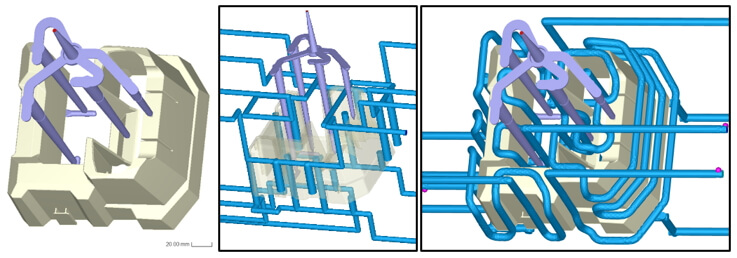
图3 (a) 部件模型几何与水路设计 : (b) 原始 (c) 优化
| 项目 | 传统水路 | 异型水路 | 结果 |
| 成品温度 | 高且不均匀 | 较低且均匀 | 异型水路优 |
| 冷却至顶出所需时间 | 时间长, 48s | 时间短, 16s | 异型水路优 |
| 冷却效率 | 18% | 35% | 异型水路优 |
| 平均温度 | 高且不均匀 | 较低且均匀 | 异型水路优 |
| 模仁温度 | 高温 | 低温 | 异型水路优 |
表一 传统水路与异型水路冷却结果比较
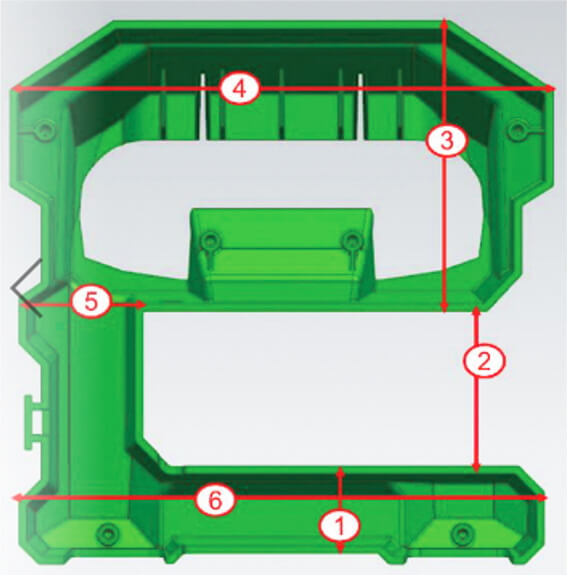
| 编号 | CAD图面(mm) | 传统水路变形尺寸(mm) | 异型水路变形尺寸(mm) | 改善效率 |
| 1 | 28.33 | 22.83(-5.5) | 24.82(-3.5) | 36% |
| 2 | 55.14 | 49.28(-5.85) | 51.60(-3.48) | 40% |
| 3 | 94.08 | 91.81(-2.27) | 93.02(-1.05) | 53% |
| 4 | 176.13 | 173.93(-2.20) | 174.60(-1.53) | 30% |
| 5 | 40.21 | 37.55(-2.66) | 39.06(-1.15) | 56% |
| 6 | 170.3 | 166.58(-3.72) | 168.22(-2.08) | 44% |
表二 CAE翘曲结果与改善效率比较
在完成3D金属打印模仁后,进行射出成型实务验证。透过红外线热显像仪器验证异型水路设计可以有效将模具内温度带走。而透过2.5D投影量测方式进行翘曲变形得到量测结果。这些结果显示,相关的尺寸都得到了改善,改善幅度从25%到50%不等 (表三)。这些改善成果让后续B件和C件的组装顺畅不再受干涉影响,并且也让B件和A件的组装配合不易松脱 (图4、5),实际生产的冷却时间改善幅度也达14%以上。由上述成果能清楚理解异型水路可有效缩短成型周期和改善翘曲变形问题。
| 编号 | 3D图面原始尺寸 | 传统水路产品尺寸改善% | 异型水路产品尺寸 | 改善% |
| 1 | 28.19 | 25.21(-2.98) | 26.17(-2.02) | 32.20% |
| 2 | 54.87 | 46.05(-3.73) | 47.88(-1.90) | 49.10% |
| 3 | 93.62 | 93.50(-0.12) | 93.56(-0.06) | 50.00% |
| 4 | 175.26 | 175.66(+0.4) | 175.56(+0.30) | 25.00% |
| 5 | 40.01 | 39.59(-0.42) | 39.70(-0.31) | 26.20% |
| 6 | 169.45 | 169.78(+0.33) | 169.66(+0.21) | 36.40% |
表三 现场翘曲结果比较与改善率

图4 B件平整性良好与C件不会干涉

图5 B件和A件的组装配合不会松脱,可以紧密接合
结果
宗玮工业透过Moldex3D冷却分析模具温度解析,成功解析模具温度分布不均匀的问题,特别是公模与母模的温度分布不一致。在设计水路配置过程中,通过冷却分析多组设变,找到公母模温度差异最小值的设计方案。这个正确的设计方案提供给3D金属打印进行模具加工,并大幅改善了翘曲变形问题。