
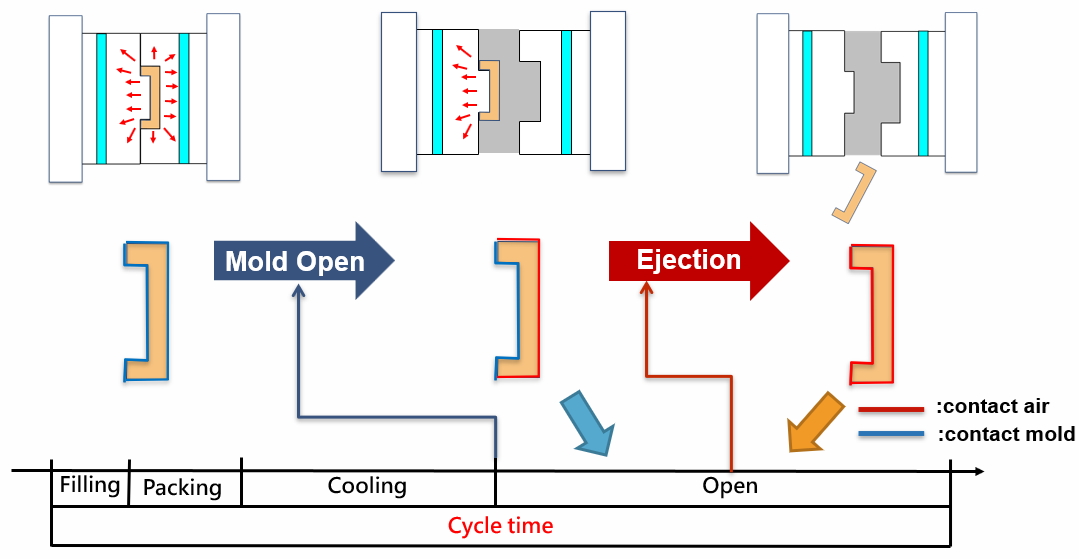
在射出成型的制程中,产品的生产周期会经过充填、保压、冷却、开模与顶出等过程。而在冷却结束后至开模的这段时间,产品会接触公模侧,母模侧则会接触空气,导致产品的两个表面热传导不对称;此外产品在收缩过程中也会受到公模侧的限制。
Moldex3D已可支持在开模时间内,考虑产品在顶出前后的冷却温度计算,并以此为基础进一步计算翘曲变形,使模拟更贴近真实。以下说明操作步骤。
1. 在冷却分析中考虑在开模期间至顶出前后的冷却效应
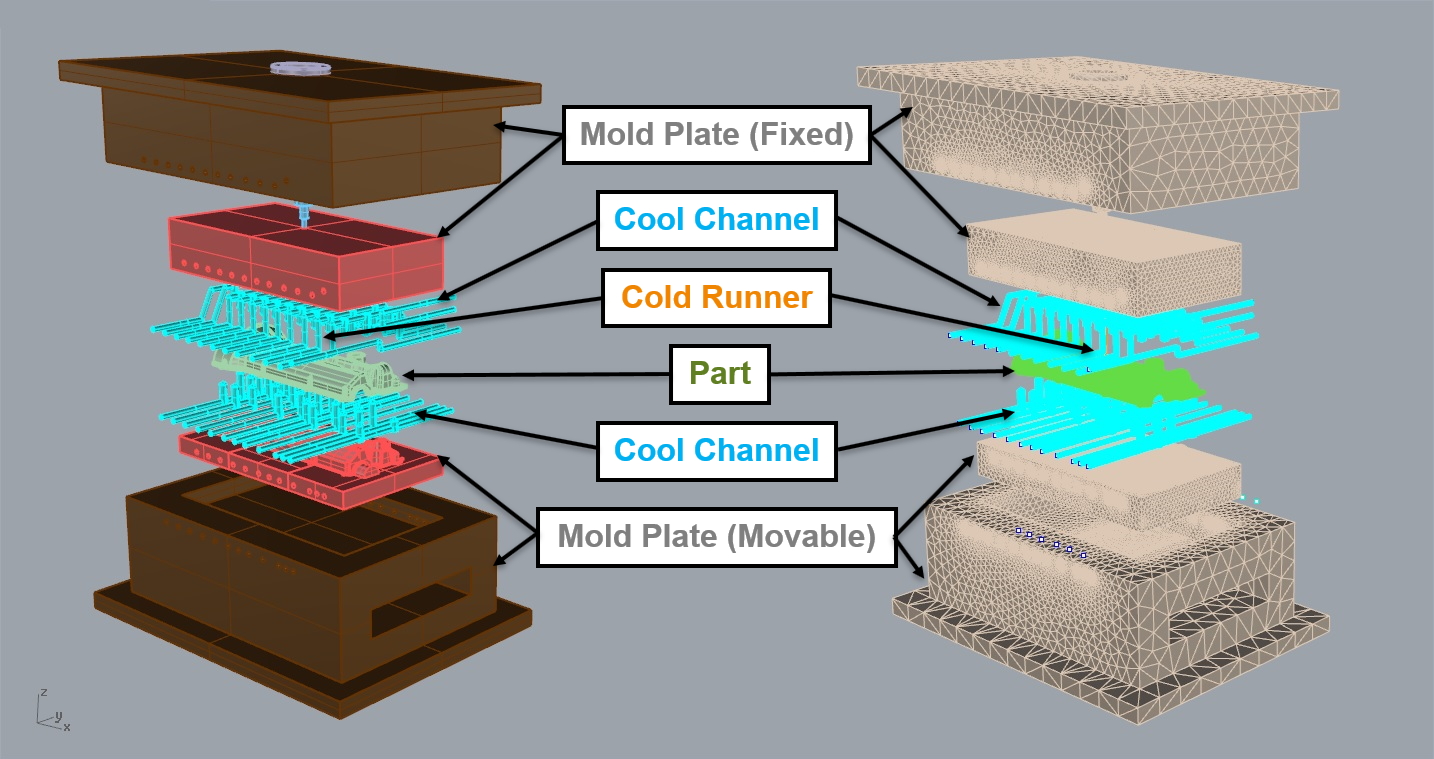
步骤一:准备一个网格模型,将模座分为可动侧与不可动侧,并且设定其属性为模板(可动侧/不可动侧)。
注:将此网格设定支持非匹配网格
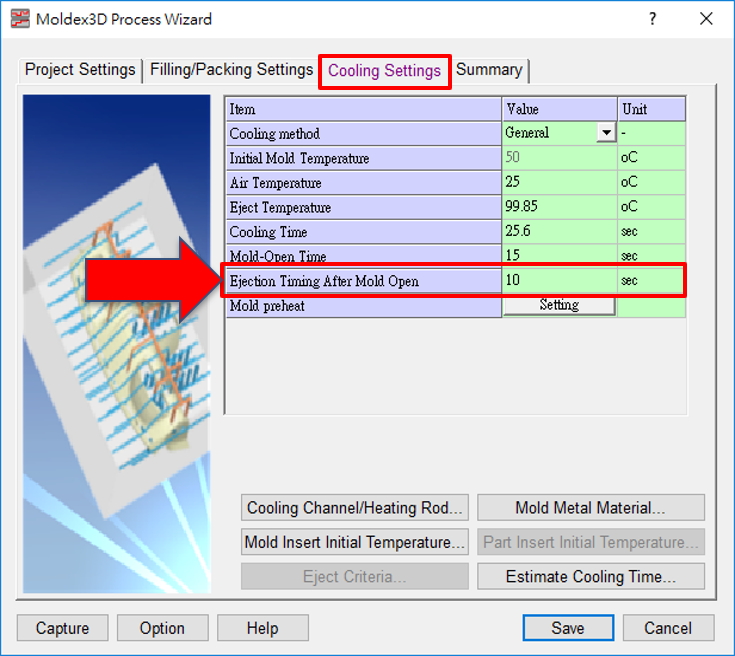
步骤二:打开成型条件精灵。在冷却设定中,设定开模后至顶出时间,且这个时间必须小于开模时间。
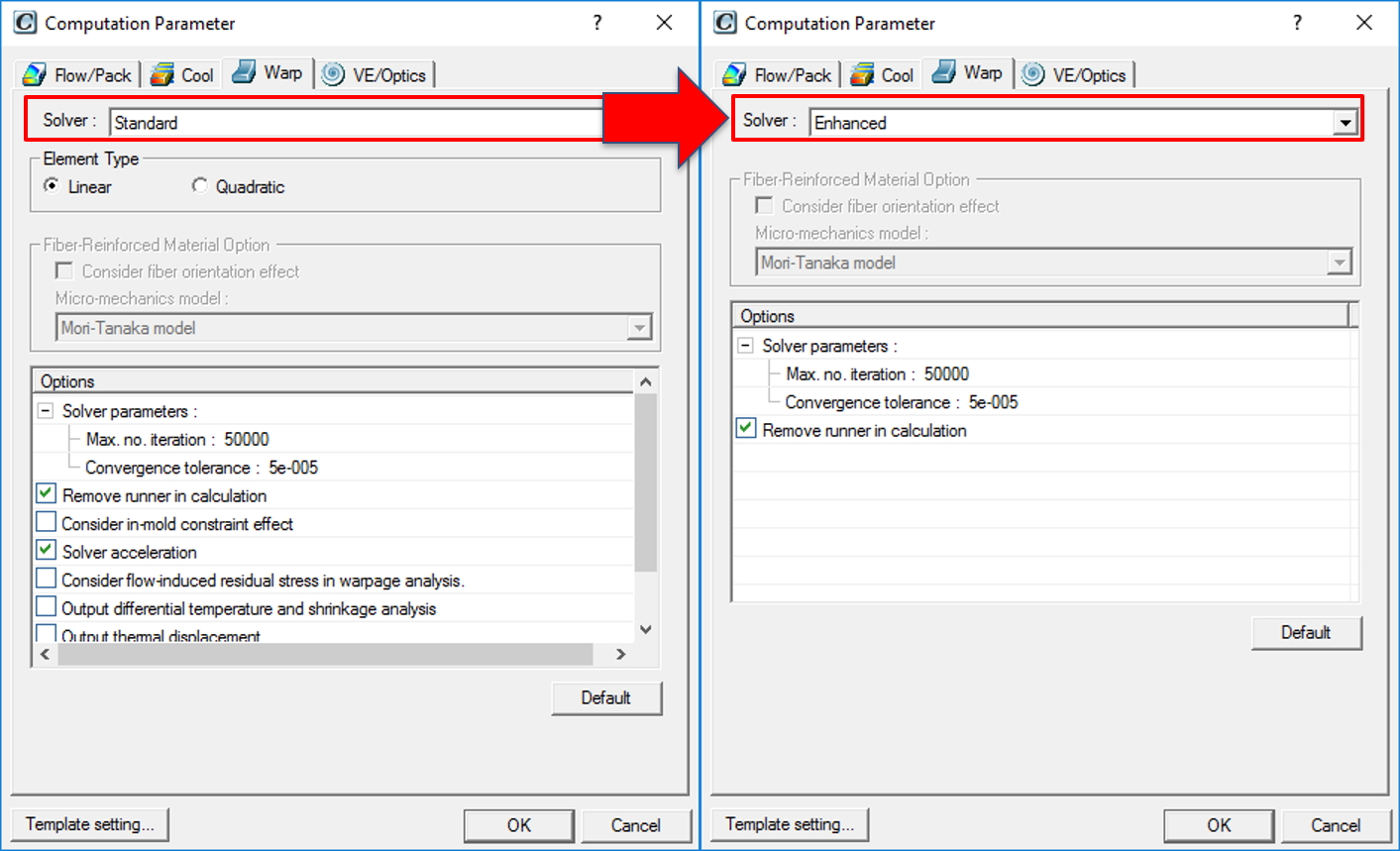
步骤三:开启计算参数,在翘曲的页签中,翘曲的求解器必须选择强化版(让翘曲模拟也考虑此影响)。
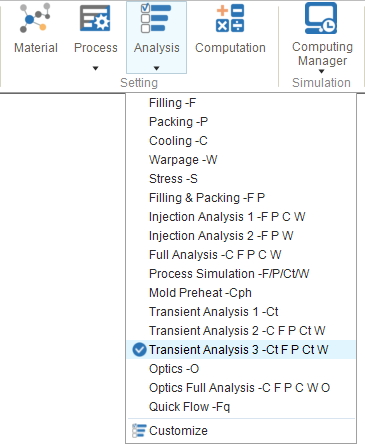
步骤四:在分析顺序中,分析顺序必须要使用瞬时分析3-Ct F P Ct W。.
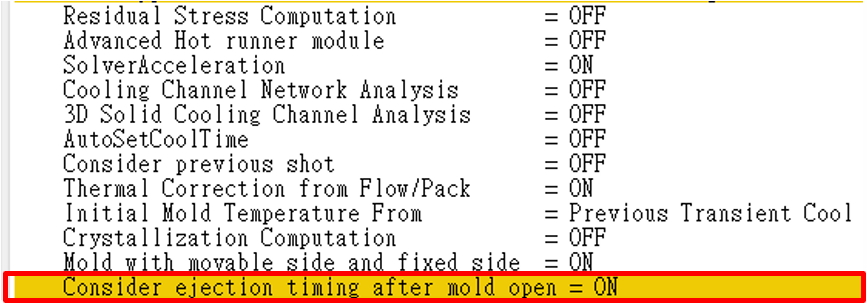
注:用户可以藉由检查冷却的纪录文件(*.lgc),检查此设定是否有正确被开启。
2. 结果
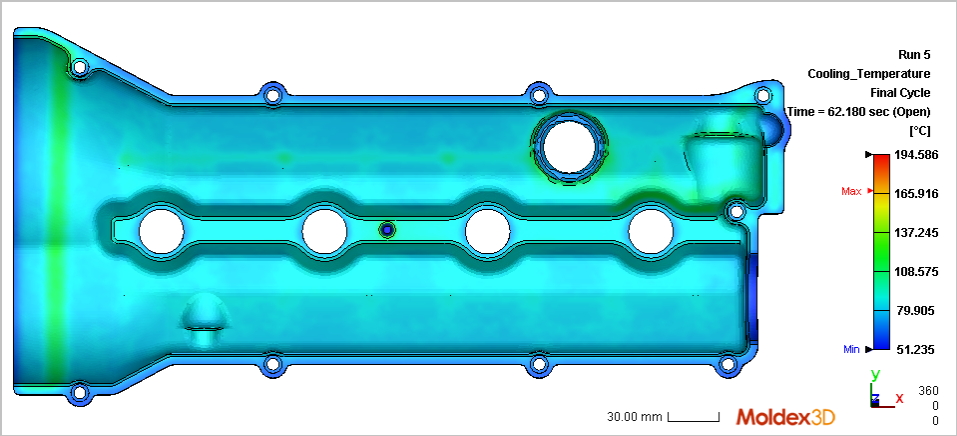
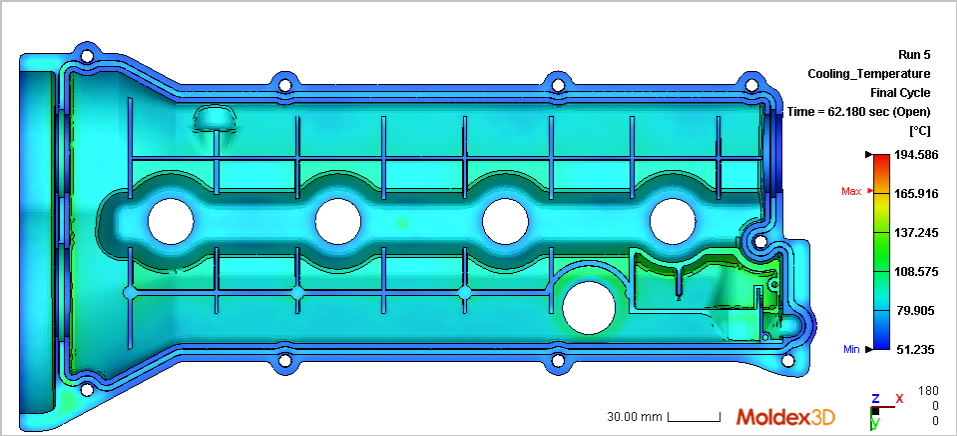
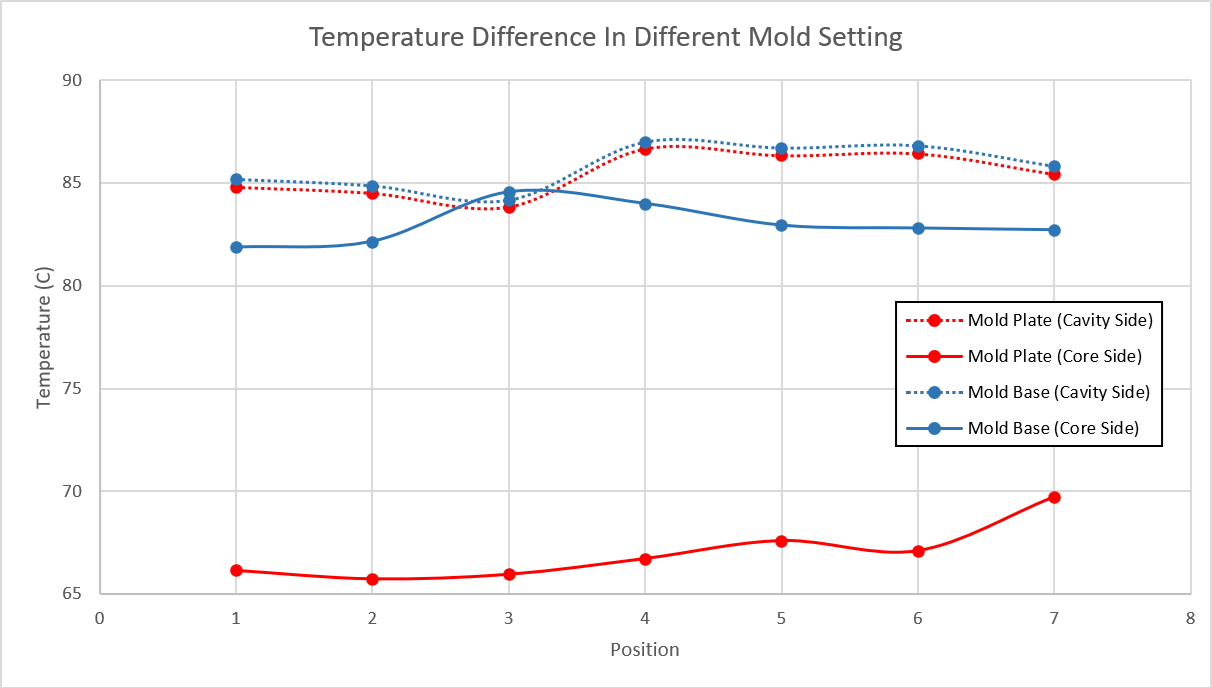
在冷却结果中,由于在公/母模侧的接触条件不同,使得公模侧与的温度与母模侧的温度差异较大。量测公/母模侧之间的温度并比较有/无考虑延迟顶出效应的差别,则会明显看到有设定延迟顶出的组别,公/母模温差异达到20.4 ;未考虑延迟顶出的组别,公/母模温差则仅有2.8 。
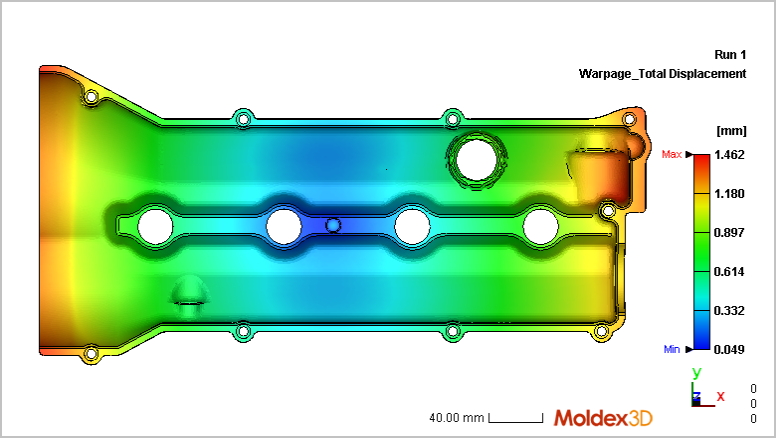
翘曲同样受到温度差异的影响而有所改变,有/无考虑延迟顶出的两个组别翘曲差异达到11.6%。
| 考虑延迟顶出造成不同的冷却效应 | 未考虑延迟顶出造成的不同冷却效应 | |
| 母模侧温度 | 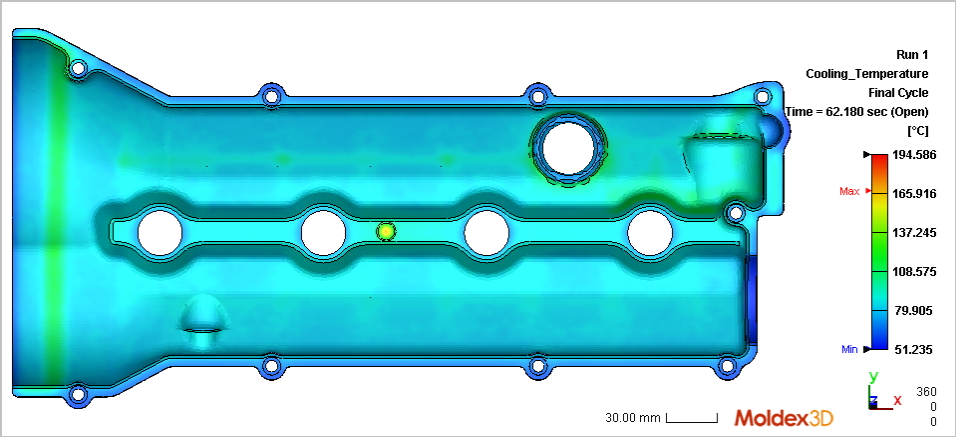 |
 |
| 公模侧温度 | 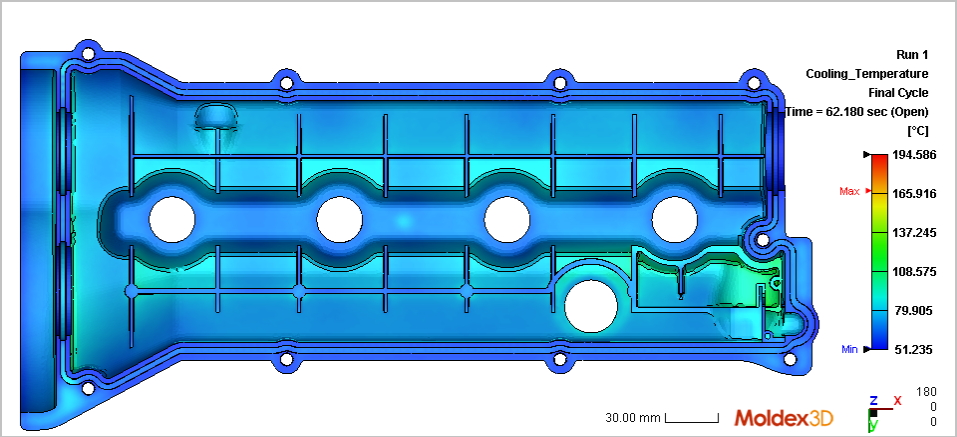 |
 |
| 考虑延迟顶出造成的不同冷却效应 | 未考虑延迟顶出造成的不同冷却效应 |
 |
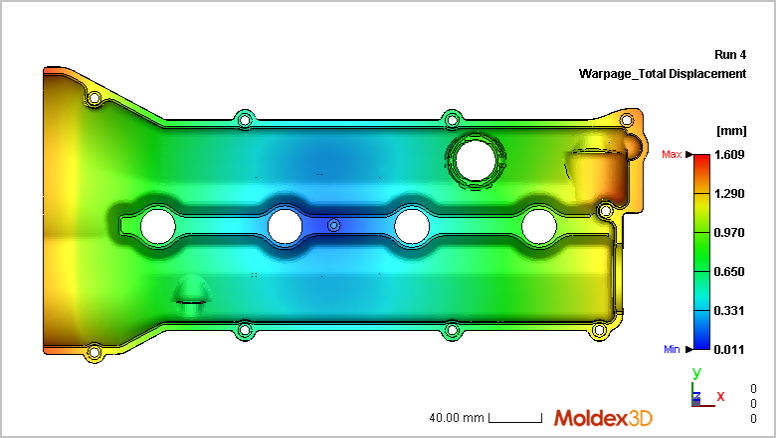 |
| 总位移:1.413 mm | 总位移:1.598 mm |