
阀式浇口是热流道系统中的一个重要组件。关闭控制阀可避免熔胶进入模穴,因此能准确地控制熔胶进入模穴的时机。这项特性相当重要,尤其对于多浇口系统,当流动波前通过热浇道后才开启控制阀,就可以预防缝合线问题。此外,适当使用阀式浇口也可帮助使用者降低压力分布不均而产生的熔胶密度变化,以避免应力痕或阴阳面等表面缺陷。
Moldex3D让使用者能够自由地针对阀式浇口的特定条件作设定,例如可依据时间、流动波前、螺杆位置来设定控制阀的开启或关闭。除此之外,Moldex3D阀式浇口控制功能不仅支持充填阶段的模拟,也支持在保压阶段时,为了平衡模穴压力而进行的浇口开关动作。
使用Moldex3D Designer制作网格模型 以进行阀式浇口控制分析
步骤1 在Designer先准备一个热流道系统模型,然后使用下表中两种方式指定阀式浇口的控制阀编号。
注:在Moldex3D Mesh中,控制阀编号只能在热流道实体网格属性设置中指定,因此使用者必须先完成热流道实体网格的生成。
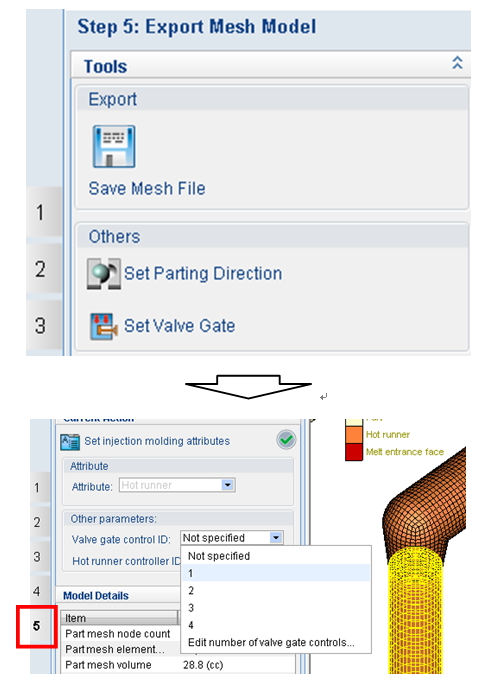
| 在下图步骤 2 (实体网格生成前) | 在下图步骤 5 (实体网格生成后) |
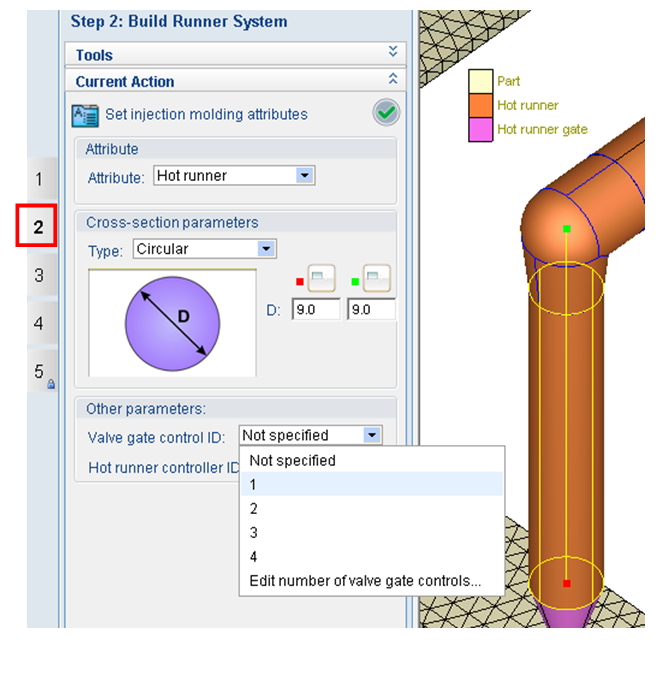
| 在设定热流道属性接口,设定控制阀编号。
|
1. 选取设定控制阀编号(Set Valve Gate) 2. 设定控制阀编号
|
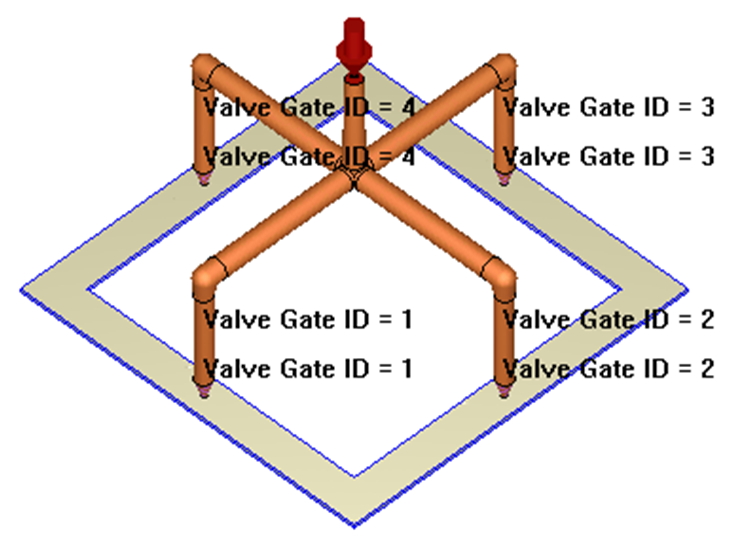
注:对于这两个类别,建议使用者为整个热流道设置控制阀来控制编号,而不只是设定在热流道的针点浇口。最终的网格模型如下图所示。
设定控制阀分析Moldex3D项目
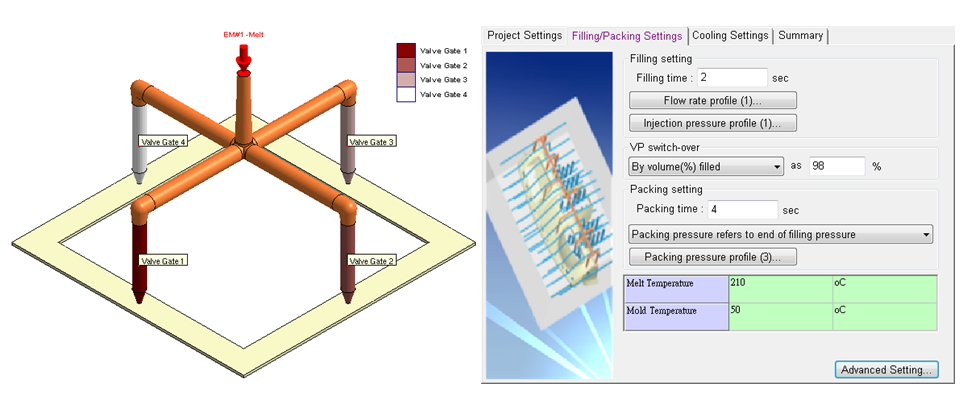
步骤 2 在项目中建立新项目以进行分析,接着汇入网格模型,并进行一般默认分析设定。在控制阀设定部分,点选充填/保压设定选项中的进阶设定,再进到阀式浇口控制选项。
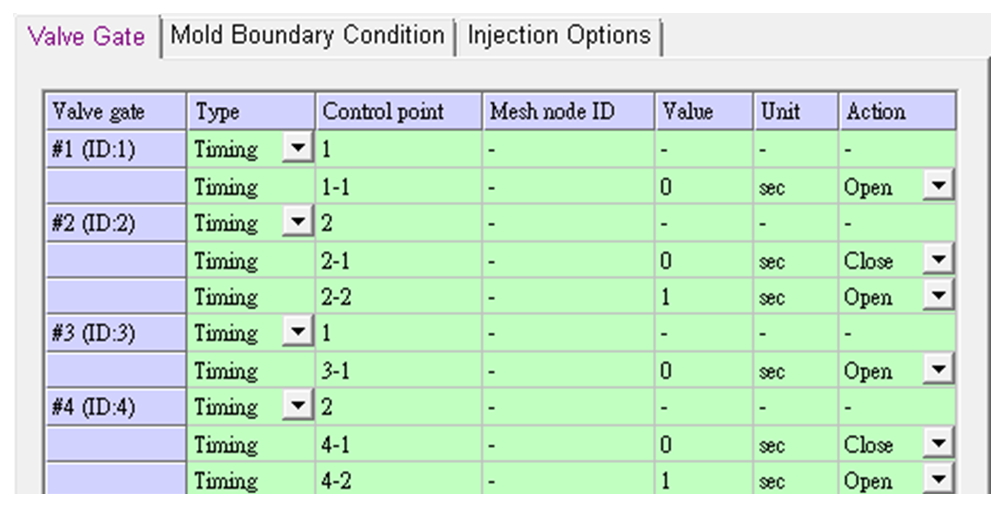
步骤 3设定每个控制阀将分别执行多少动作,并指定要在达到控制点时进行控制阀打开或关闭的动作。为了显现不同的控制设定,须使用三个不同的控制选项,来改变每一个控制阀的开启和关闭之驱动类型:依时间、依流动波前到达、以及依螺杆位置。
注:注意控制阀编号,以确保控制阀会按照设定动作进行,单一控制阀只能用单一开启及关闭的类型选项。
定时控制:
- 设定数值(单位:秒)来表示执行动作的时间。
注:请注意如果充填时间和保压时间对应到控制阀的时间值时,可以在充填和保压阶段执行动作;保压阶段的控制只能在使用定时类型时设定。
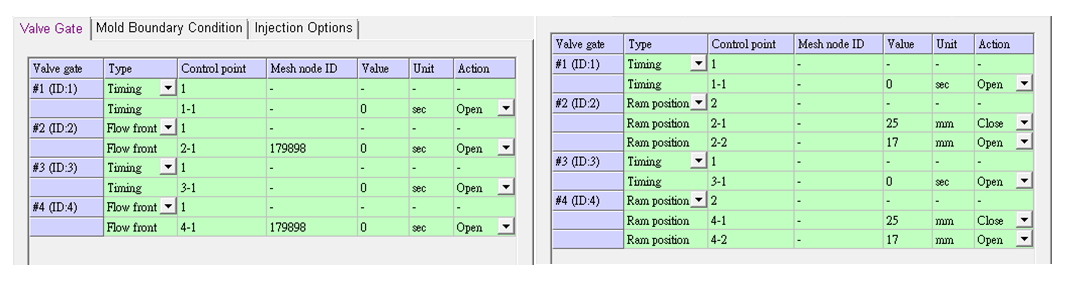
流动波前控制 :
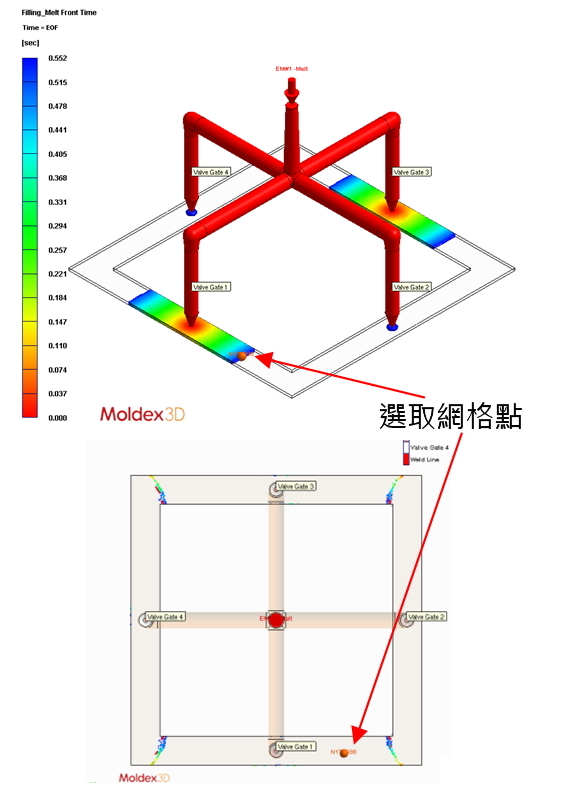
- 设置网格节点编号,来表示何时执行操作。
注:这里意指控制阀将在熔胶前端到达某些网格节点后执行动作,而节点编号可以使用功能选择来获得。
- 设定数值(单位:秒)来表示执行动作时的延迟时间。
注:这里指的时间值(延迟时间) 不同于定时控制中的时间值 (启动时间)。
螺杆位置控制:
- 这个功能只能在机台模式 (1 & 2) 中使用,不适用于CAE模式。
设定数值(单位:毫米)来表示执行时的螺杆位置。
注:用户必须熟悉螺杆位置与充填百分比或行程时间之间的关系。
Moldex3D项目中控制阀的执行分析和结果说明
步骤 4 依序执行充填与保压分析,并用分析结果来确认成型的表现,例如缝合线位置、流动平衡、压力变化。
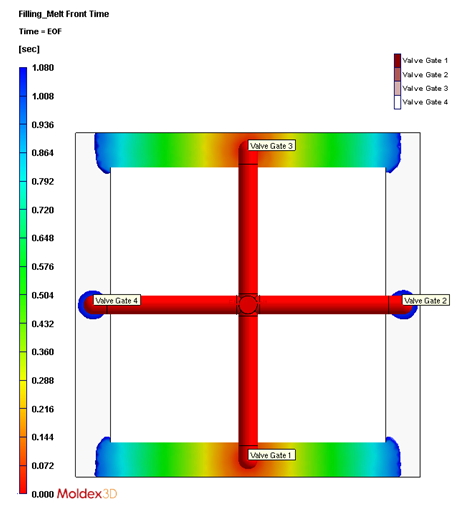
| 50% 充填进度 (定时控制案例) | 90% 充填进度 (定时控制案例) |
|
|
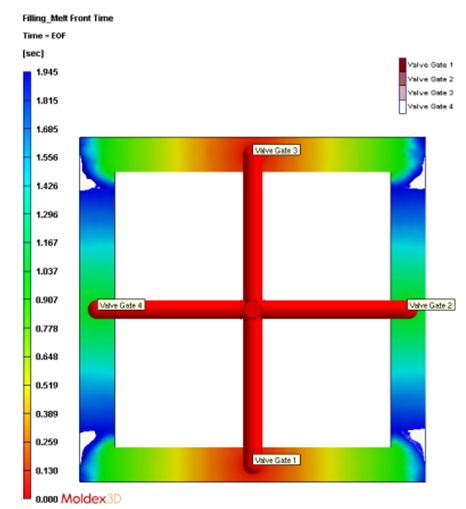 在90%的填充进度,可以看到熔胶波前将会合。 在90%的填充进度,可以看到熔胶波前将会合。 |
| 27% 充填进度 (流动波前控制案例) | 17-mm 螺杆位置 (螺杆位置控制案例) |
|
|
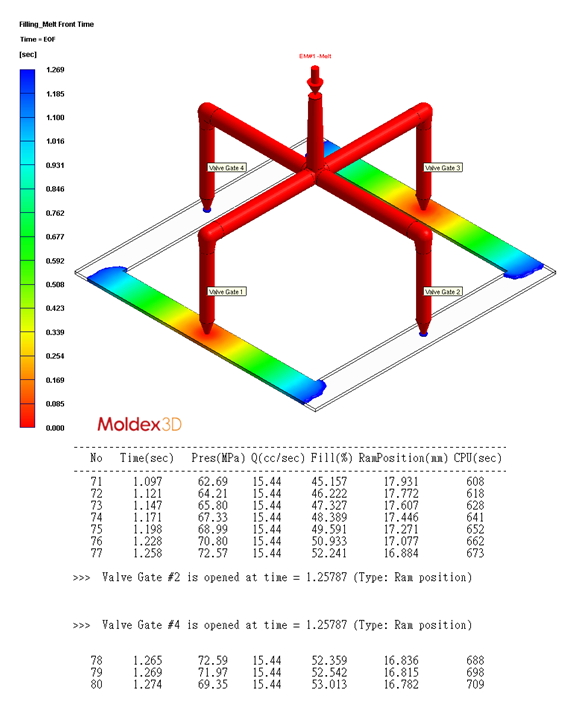 在螺杆位置到达17 mm后,控制阀 2 和 4 才打开。 在螺杆位置到达17 mm后,控制阀 2 和 4 才打开。 |
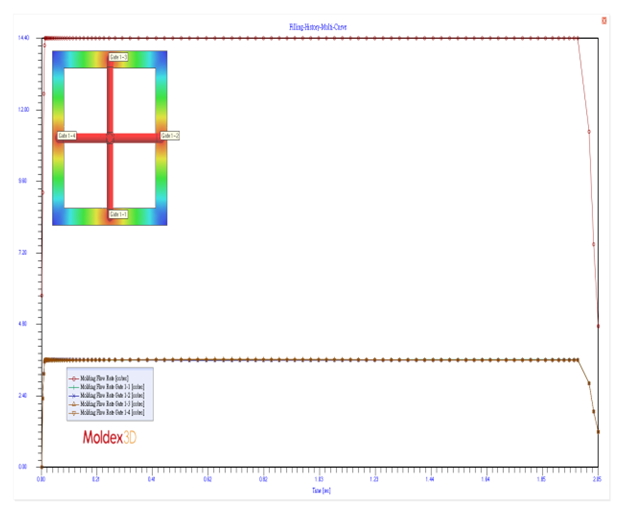
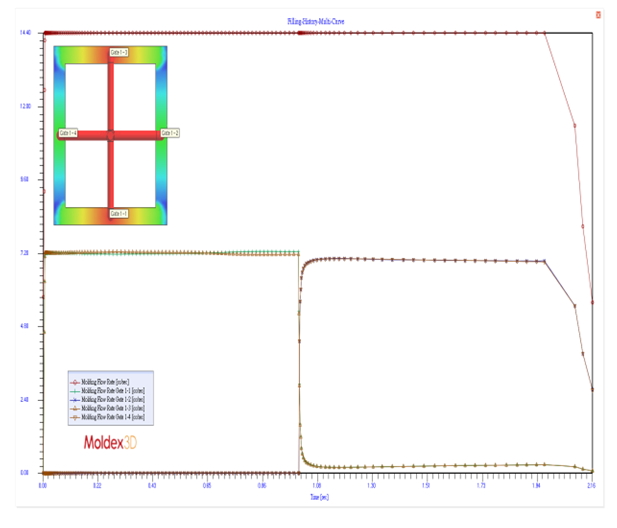
此外,下图为以上提到的情况下,所对应的流量图:
| 无控制阀配置 | 有控制阀配置 |
|
|
|
使用阀浇控制分析的延伸应用
- 改善缝合线位置或消除缝合线
以上提到的三个范例中,已分享改善的关键程序(当缝合线的发生是不可避免的时候)。 - 改善流动密度
除了缝合线的问题之外,适当的控制阀也可以改善流动密度问题,使得熔胶密度可更加均匀,减少阴阳面的缺陷发生。