狭义来说,纤维强化复材指的是高分子复材,其基本组成分为纤维数组和高分子基材。纤维主要负责承受负载,提高复材的刚性和强度;高分子基材则负责固定和保护纤维,并提供复材韧性及其他需求,如:耐腐蚀性和耐热性。纤维强化复材可以是热固性塑料也可以是热塑性塑料,过去主要以Epoxy和PU等热固性塑料为主,因为其具有较佳的机械性质。近年来由于材料性能提升、轻量化和环保法规的要求,以及成型周期和产能的需求,PP、PA等热塑性复材逐渐取代热固性复材。但不论是哪种基材,纤维强化复合材料一般可生产出片材半成品,如:热固的SMC、BMC、预浸料或热塑的GMT,然后再直接压缩成型制成指定形状的产品。
压缩成型是一种高产量及高压力的加工方法,适合用来制造成型复杂且高强度的纤维强化复材,被广泛应用在汽车部件,如:保险杆、引擎外壳、扰流板及其他更小更复杂的零件。通常是将预热的成型材料置入开放加热的母模中,合模后透过公模施加压力迫使材料填满整个模穴,维持压力直到产品熟化或固化后开模即可得到产品。与转注成型或射出成型相比,压缩成型的优点在于能够以相对低的成本生产大型的复杂产品,并且产生较少废料,因此适合较昂贵的材料;此外,其成型的压力分布也比较均匀。然而,其缺点是不同模次间的产品一致性较差,毛边的问题也较难被控制,且并非所有的产品类型都适用。一般来说,压缩成型除了质量上的规范外,成形条件通常会注意几个重点:1)需要的原料量 2)适当的加热或冷却技术 3)压缩所需要的力 4)压缩时间。过多的原料会造成压缩困难及严重毛边,原料不足则会造成产品缺陷或发生翘曲;加热或冷却设计不当会使产品成型周期过长,压缩力或时间不足则可能导致成品无法达到适当的形状。
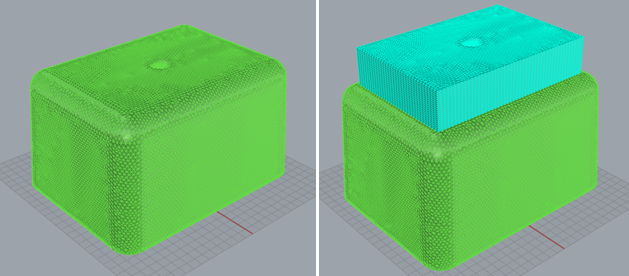
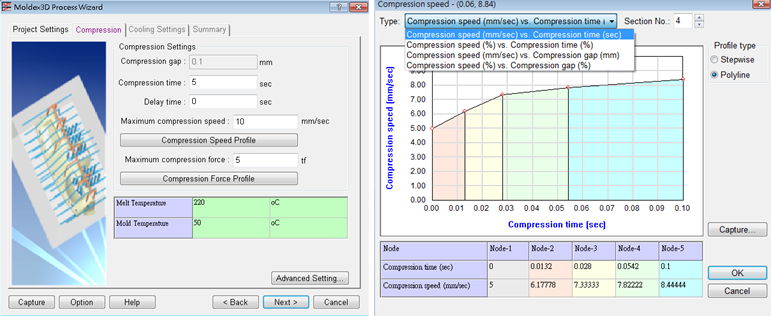
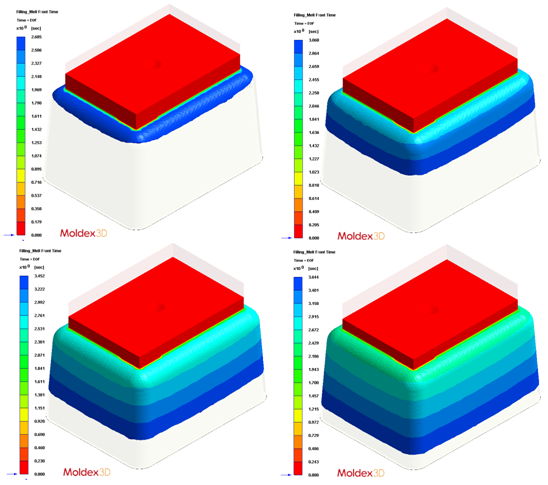
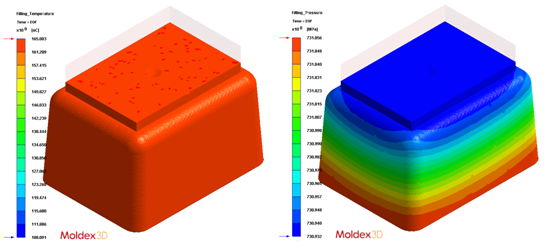
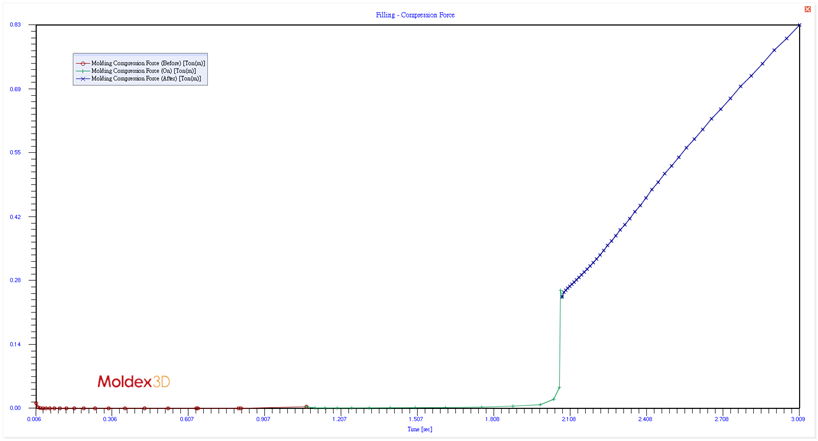
Moldex3D 压缩成型,不仅可自动的建立压缩区域,并透过精灵模式简单的完成压缩条件和压缩行程的设定(如图一及图二)。压缩成型模块也提供完整的压缩分析结果,透过三维模拟与可视化技术,真实呈现实验难以观察到的成型过程(如图三)。对于压缩力等常见的观察重点,Moldex3D压缩成型模块也提供压缩力响应和温度、压力分布等结果,帮助纤维强化复材进一步达成成型条件优化。