
塑料射出成型产业中,常使用热浇道系统来改善产品质量并降低生产成本。热浇道系统能带来许多好处,包括节省塑料、缩短生产周期、降低应力和节省能源消耗等。热浇道系统依不同的热嘴设计,分为两种形式:开放式热浇道及阀针式热浇道系统。开放式热浇道是直接将融胶注入模腔中,并在成型后的产品中留下些微痕迹。阀式热浇道系统则是以阀针控制热嘴的开阖,融胶便不会在顶端产生流涎和拉丝状况。而阀式热浇道又分为两种主要类别:单杆驱动与连动板驱动,二者分别有其优缺点。单杆驱动的热浇道系统主要为针对大型塑件,容易与模穴结合,也较简易且节省成本。连动板驱动的阀式热浇道则可控制所有的阀针同步作动,适用于多模穴的应用。在模具设计时间,热浇道可说是最重要的设计决策之一,如何从上述的不同热浇道设计中评估适合的选择,并找出最具成本效益的解决方案,是模具制造者的一大挑战。
为了做出有效的决策,业者常使用CAE模拟技术来预测和评估不同热浇道系统的优缺点,并以科学方法决定适合的热浇道设计。针对多热嘴热浇道系统,Moldex3D模流分析软件让用户可个别指定不同热嘴为开放式浇口或阀浇口。此外使用者在指定和修正阀浇口作动的制程条件时,也可用群组方式,控制所有的阀浇口同步作动。Moldex3D并为阀浇口作动提供全面且弹性的参数设定:第一,在每个阀浇口群组中的个别阀浇口初始状态可设定为开启或关闭;针对每个阀浇口群组,则可根据成型制程需求来设定多个控制点,并提供六种设定充填和保压阶段时触发转换阀浇口状态的选项。第二,在同一个阀浇口群组的每个控制点中,可混合不同的选择,以满足多样化的进阶需求。第三,所有的阀浇口可预设在保压结束时自动关闭,呈现真实的实务状况。
接下来以一LCD屏幕外壳为例,该产品设计有5个热嘴,使用阀式热浇道系统,并采用时序阀浇口控制以避免缝合线问题。5个热嘴分为3个群组(图一)。
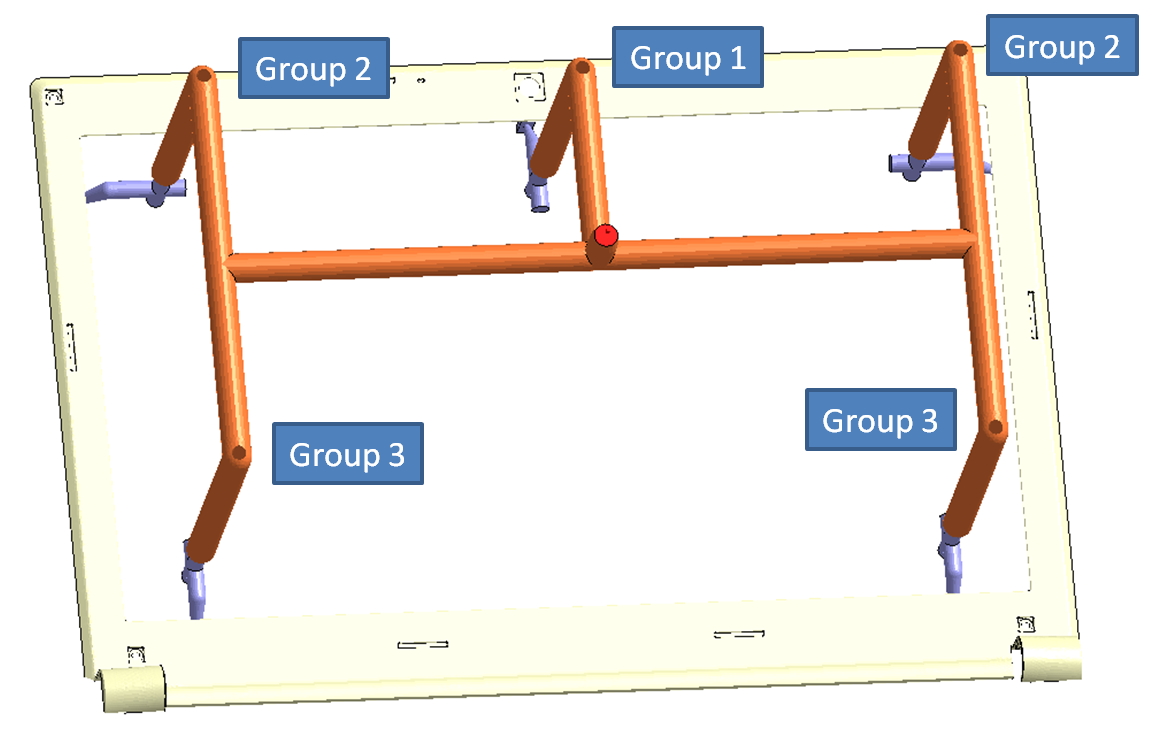
图一 有5个热嘴设计的LCD屏幕外壳
Moldex3D制程精灵提供个别阀浇口群组六种控制选项(图二),包括时间、流动波前(依节点)、充填体积、时间(V/P转换后)、流动波前(依热浇道顶端)以及螺杆位置等。以上各选项都可混合运用,因此使用者可任意指定所需的参数。

图二 Moldex3D制程精灵提供的阀浇口控制选项
依据时序阀浇口(SVG)的需求,浇口开放的顺序依序从群组G1、G2到G3,缝合线也成功消除了(图三)。原始的阀浇口状态则从G1开启,在G2和G3关闭。当流动波前达到G2的节点时,G1就会关闭,G2则会开启,该G2节点即为所设定的触发器。当G3开启时,G2就会同时关闭。最后当充填到达V/P转换点时,G1和G2就会再度开启,目的为对模穴产生保压效果,以补偿产品收缩。根据Moldex3D的模拟结果,使用者也可以获得阀浇口开启的时间,作为试模阶段的参考信息。
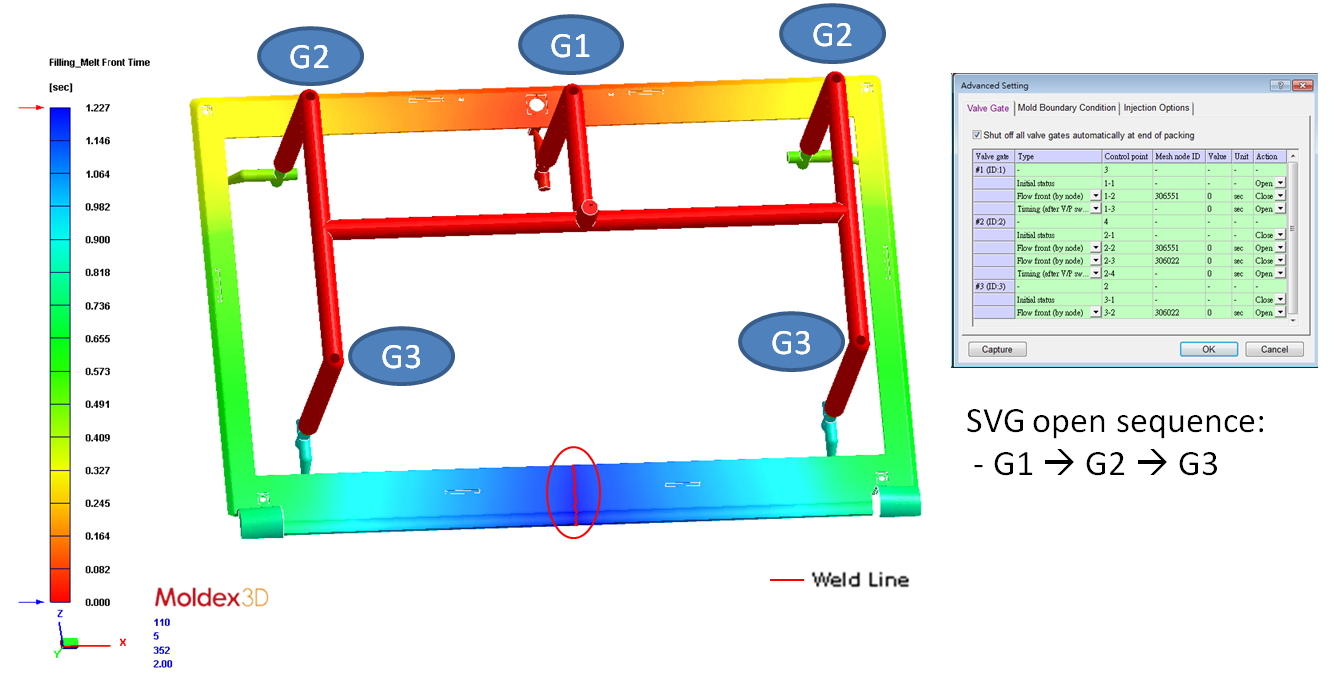
图三 本案例LCD屏幕外壳的时序阀浇口控制
适当的热浇道设计,是以低成本开发出高质量产品的关键。而Moldex3D计算机辅助设计软件则是协助快速优化热浇道设计的最佳利器。Moldex3D全面且弹性的三维仿真功能,可分析各种类型的热浇道技术,包括时序阀浇口控制、阀针作动控制,以及共射出热浇道热嘴等等。同时在建构实体模具和热浇道系统之前,就能够根据不同的产品规格和需求,预先取得优化热嘴型态、流道配置、作动顺序和制程等等的重要信息。