
科盛科技材料科学研发中心 工程师 蔡友杰
在实务上,为了能完整的重现射出成型结果,我们建议使用Moldex3D进行完整的成型分析,以利于掌握所有细节。不过在投入时间进行建模与分析前,过去科学家们已经利用各项理论计算出:特定情况下的理论数值,并将其转化为标准计算公式。例如计算非牛顿流体在特定浇口尺寸与外型下,不同流率对应的剪切率;或是计算指定厚度下,平板的冷却时间与温度分布等。对此MHC也整合这些理论公式,并建立互动接口,供用户方便进行理论计算。我们将使用两个理论数值计算的案例进行说明。

图一 利用MHC设计估算器,能立刻利用经典理论求得指定参数的理论值
塑件冷却时间理论计算
在射出成型中,冷却时间是影响产品质量与产能的重要因素。在成型周期中,冷却到开模并取出塑件将占据绝大部分的时间,若能正确的评估冷却时间,将有效的提高产能,降低时间成本。塑料是热的不良导体,塑件的厚薄将会影响冷却效率。为了能正确的评估不同塑件厚度下的冷却时间,科学家们针对平板塑件在模座中的冷却行为进行完整的分析,包含塑件平均温度降温到顶出温度所需的时间,塑件在特定时间下的温度分布等等,推导出的平板冷却时公式如图二所示。
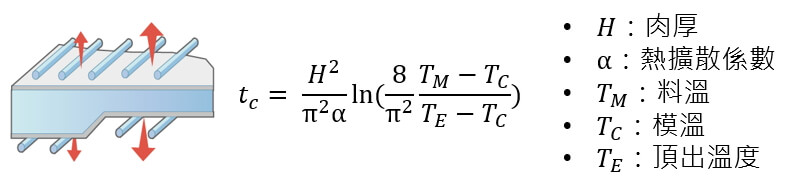
图二 平板平均温度达顶出温度的理论公式
利用MHC设计估算器的「塑件冷却时间」功能,为方便计算平板塑件的理论冷却时间,用户可以直接从材料数据库中导入材料参数:包含材料的热性质与加工条件,并依需求调整计算的塑件厚度区间。估算器会把不同厚度下塑件降至顶出温度的时间计算出来,并绘制该时间点距离中心位置的温度分布曲线图。
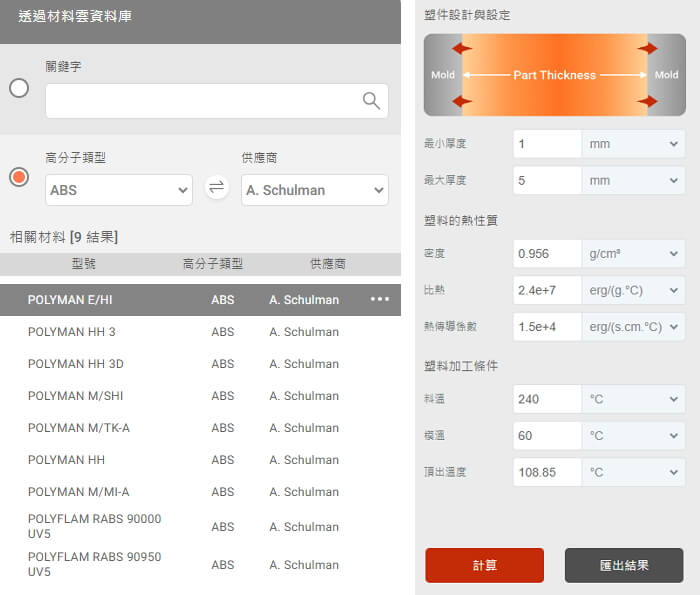
图三 MHC设计估算器的「塑件冷却时间」中,可以直接导入材料库数据
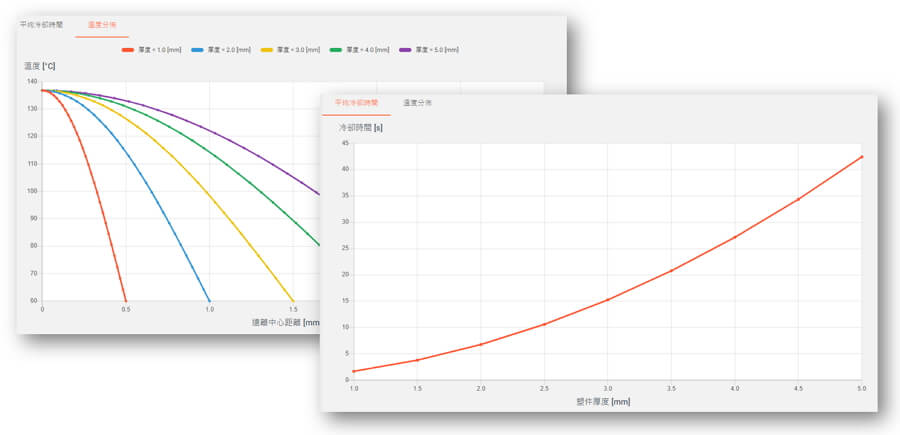
图四 MHC估算器能绘制:(1)不同厚度塑件的冷却时间评估与(2)达冷却时间时的温度分布
浇口剪切率理论计算
塑料在充填过程中会发生剪切生热,过大的剪切率会导致塑料异常高温,进一步发生裂解或黄化现象。浇口的横截面通常是整个零件最小的区域,使该处常伴随着最大剪切率。因此在浇口尺寸优化上,其中一项重要的考虑因素就是浇口最大剪切率。在选定浇口尺寸时,若浇口过大将导致冷却时间的增加,进而影响产能;而如果浇口过小,则会使保压效果降低,也容易使塑料流过浇口时剪切率过大。因此设计浇口尺寸时,评估最大剪切率至关重要。利用MHC设计估算器的「浇口剪切率」功能,用户可以藉由调整浇口尺寸,用公式计算出不同流率下标准的网关型浇口跟圆型浇口剪切率数值,圆形浇口的计算公式如下图五所示。
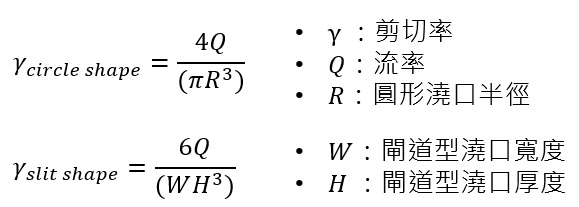
图五 圆形浇口与网关型浇口的剪切率理论公式
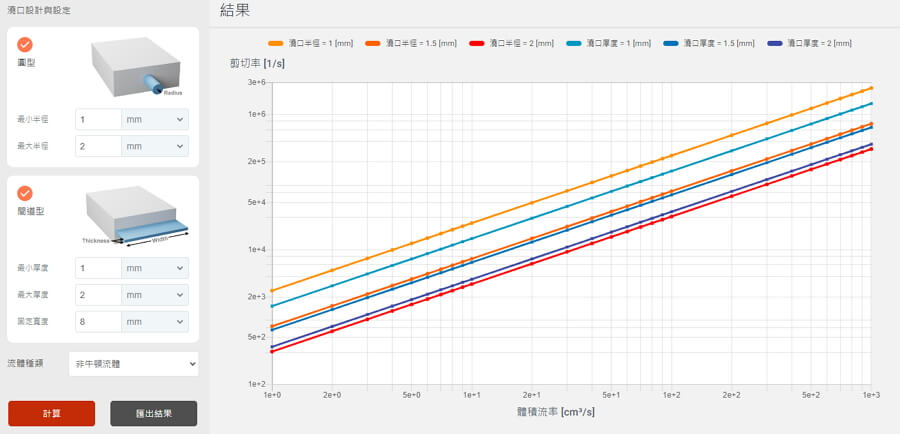
图六 不同流率与浇口外型/尺寸下的剪切率计算结果
总结
透过设计估算器,在进行搭建模型并进行完整的模流分析之前,使用者可以先藉由经典理论来初步评估浇口尺寸、冷却时间等问题的理论值。MHC将各种经典理论公式计算出的结果以可视化的方式呈现、并搭配简易的输入接口,方便用户在不需深入了解理论基础的情况下,也能快速计算出理论值,以利进行CAE模拟之前对于各项成型参数能完成初步的评估。