MeltFlipper如何解决流动不平衡的问题
安装MeltFlipperTM设计于主流道至次流道的分流处,可将塑料剪切所造成的性质差异分布旋转90度,达到重新分配塑流性质使其分布重达对称的状态。原先流至第二流道会靠内侧模壁流动的较高温,剪切较剧烈的塑料( 图9上,截面BB),经过MeltFlipperTM设计之后,将被重新配置为靠流道下侧模壁流动( 图9下,截面BB);原先流至第二流道会靠外侧模壁流动的较低温,剪切较轻微的塑料,经过MeltFlipperTM设计之后,将被重新配置为靠流道上侧模壁流动。
尽管塑料性质的分布仍属不对称,然而不同于之前温度左右分布的不对称,现在已变成上下分布的不对称状态。此状态在塑料流入第三流道时,已可提供对等平衡性质的塑料给各模穴,因此解决了流动不平衡的问题。依此观念演译,在16模穴、32 模穴以上设计,或不同模穴配置方式的情况下,可能须要不只一组的MeltFlipperTM设计,而各组MeltFlipperTM塑料性质分布旋转的设计角度也未必是90度。其设计复杂性与塑料性质、流道截面几何/尺寸与射出成形条件均有关系。
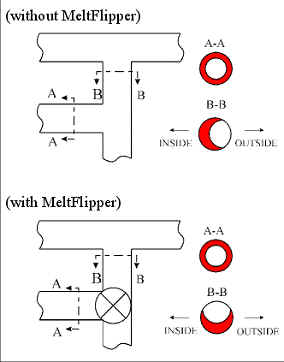
圖9:應用MeltFlipperTM之前/後的塑料溫度分佈狀況
比较:传统 H 型流道 vs. MeltFlipper
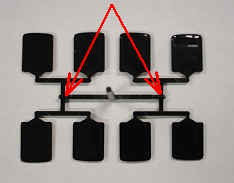
图10与图11显示在传统8模穴H型流道设计之下典型的流动不平衡状态。此不平衡现象亦可由短射样品观察到。如图所示,内侧模穴充填较外侧模穴快。此效应是因为塑料在充填流道阶段,流道截面局部塑料剪切、温度、黏度产生差异所致。此差异将造成各模穴之间的充填过程,保压效果、成品重量、尺寸、翘曲、毛边、短射等品质状况无法一致,造成生产控管困难。此塑流性质差异也造成生产效率低落,或模具设计无法向更高模穴数发展。
图12与图13显示在相同的8模穴H型流道模具上,采用MeltFlipperTM设计后的状况。结果可使各模穴的流动达到平衡状态。 MeltFlipperTM设计可以直接加工在模具上,或是以崁件方式置于流道分流处。透过MeltFlipperTM设计可将塑流性质分布重新转置成对称的状态,再继续充填下游流道或进入模穴。透过MeltFlipperTM设计可以达成多模穴模具的真正平衡,消除传统流道设计所产生的流动不均(各模穴品质不一致)现象。这样的改善可使模具以两倍的模穴数进行设计与生产。
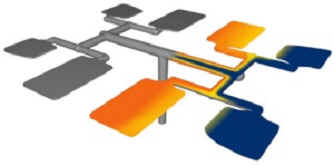
图10:应用MeltFlipperTM之前-(1)

图11:应用MeltFlipperTM之前-(2)

图12:应用MeltFlipperTM之后-(1)